Пожалуйста, проверьте Вашу почту.
УШС-3, Универсальный шаблон сварщика


Цена
2 160 ₽
(с НДС)Товар в наличии:
Екатеринбург, ул. Лукиных, 4
Код товара: 03465
Описание товара
Универсальный шаблон сварщика УШС-3 предназначен для измерения контролируемых параметров труб, контроля качества сборки стыков соединений труб, а также для измерения параметров сварного шва при его контроле. Данный УШС продается без поверки. Вы можете заказать шаблоны сварщика с поверкой, позвонив по телефону (343) 222-1-999 или отправив заявку на почту website@ets-ural.ru.
Доставка курьерской службой «ИТС-Урал»
Доставка по г. Екатеринбург + 30 км (cтоимость рассчитывается менеджером). Бесплатная доставка при покупке от 20000 руб. в течение 3-х рабочих дней
Доставка транспортной компанией
при любой сумме заказа при 100% предоплате (Доставка до транспортной компании в Екатеринбурге — бесплатно)
19 лет на рынке
Собственное
производство
производство
Адекватная
стоимость
стоимость
Свой сервисный
центр
центр
Более 3000 наименований
аппаратов и аксессуаров
аппаратов и аксессуаров
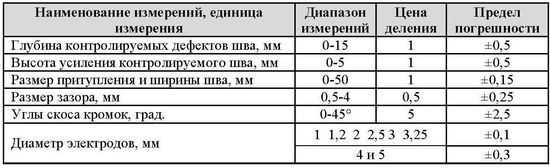
Технические характеристики
| Характеристика | Значение |
|---|---|
| Контроль превышения кромок при сборке, мм | 0~15 |
| Диапазон контроля углов скоса кромок труб, ° | 0~45 |
| Диапазон контроля ширины сварного шва, мм | 0~50 |
| Диапазон контроля величины зазора, мм | 0~4 |
| Диапазон контроля превышения кромок после сварки, мм | 0~15 |
| Диапазон контроля величины притупления, мм | 0~50 |
| Диапазон контроля высоты усиления сварного шва, мм | 0~5 |
| Диапазон контроля глубины раковин на поверхности трубы, мм | 0~15 |
| Диапазон контроля глубины разделки стыка до корневого слоя, мм | 0~5 |
| Диапазон контроля глубины выбоин на торце трубы, мм | 0~15 |
| Контролируемые значения диаметров сварочной проволоки, мм | 1,0; 1,2; 2,0; 2,5; 3,0; 3,25; 4,0; 5,0 |
| Масса, кг | 0.15 |
| Габаритные размеры (ДхШхВ), мм | 127х45х10 |
Действует гарантия производителя!
Продукция изготавливается по самым современным технологиям, поэтому вы можете быть уверены в ее надежности и высоких потребительских характеристиках. В любой непонятной ситуации вы можете обратиться в авторизованный сервисный центр. Товар изготовлен с соблюдением всех требований государственных стандартов.
Как стать корпоративным клиентом:
- Быть юридическим лицом или индивидуальным предпринимателем
- Заключить договор поставки
- Закупать сварочное оборудование и материалы в «ИТС-Урал»
Не нашли нужный товар? Свяжитесь с нами - мы привезем оборудование под заказ или предложим альтернативное решение.
Оставить заявкуПодробное описание товара
Универсальный шаблон сварщика УШС-3 предназначен для измерения контролируемых параметров труб, контроля качества сборки стыков соединений труб, а также для измерения параметров сварного шва при его контроле.
Устройство и принцип работы шаблона сварщика универсального УШС-3
Шаблон УШС 3 состоит из основания, соединенного осью с движком и закрепленного на движке указателем.
Контроль производится следующим образом:
1. Контроль глубины раковин, глубины забоин, превышение кромок глубины разделки стыка до корневого слоя и высоту усиления шва производят при установке шаблона поверхностью А на изделие, затем поворотом движка 2 вокруг оси 4 ввести указатель 3 в соприкосновение с измеряемой поверхностью. Результат считывается против риски К по шкале Г.
2. Контроль зазора производится введением движка 2 его клиновой частью в контролируемый зазор. По шкале И, нанесенной на движке, считывается результат.
3. Контроль притупления шва, ширины шва производить при помощи шкалы Е, пользуясь ею как измерительной линейкой.
4. Контроль углов скоса кромок производится при установке шаблона поверхностью Б на образующую изделия. Затем, поворотом движка 2 совместить без зазора его поверхность В с измеряемой поверхностью. Результат считывается по шкале Д против поверхности движка В.
5. Определение диаметров проволоки производится с помощью пазов Ж.
Loading...
Этот товар можно посмотреть и потрогать в специализированных сварочных магазинах:
Если и после этого останутся вопросы, вы можете попробовать оборудование в работе на производственном участке «ИТС-Урал» (услуга предоставляется на товар, который есть в наличии на складе в Екатеринбурге).
Подробности об услуге Тест-драйв оборудования по телефону
+7 (343) 222-1-999.
Собственное производство
ООО «ИТС-Урал» входит в группу заводов сварочного оборудования «ИТС». АО «Научно-производственная фирма «ИТС» — ведущий российский производитель и поставщик сварочного оборудования и расходных материалов. Эта крупная специализированная Финансово-промышленная группа объединяет разработчиков, промышленные предприятия и центры по продаже и сервисному обслуживанию сварочного оборудования.
Компания «ИТС» была основана в 1991 году и сегодня представляет собой крупную промышленно-финансовую группу, в состав которой входят АО «Электромашиностроительный завод «ФИРМА СЭЛМА» (г. Симферополь), АО "ЭЛЕКТРОСВАРКА" (АО "ЭСВА") (г. Калининград).
Фундаментальное направление деятельности ООО «ИТС-Урал» — это комплексное решение задач для обеспечения сварочного производства в Уральском федеральном округе. Головной офис, розничные магазины, производство и склад компании базируются в Екатеринбурге.
Собственный сервисный центр
Официальный сервисный центр компании «ИТС-Урал» расположен на территории производственно-складского комплекса компании. Обслуживает и ремонтирует оборудование для сварки, резки и наплавки заводов СЭЛМА и ЭСВА, торговых марок BIMArc, Сварог, Ресанта, Кедр, Aurora и пр.
Современное оборудование, позволяющее проводить все виды работ в соответствии с регламентом завода-изготовителя
Высокая квалификация и большой опыт работы сервисных инженеров
Диагностика и ремонт сварочного оборудования оперативно и с гарантией на выполненные работы
Первичный осмотр оборудования в сервисном центре – БЕСПЛАТНО!
Удобное месторасположение
Адекватная стоимость
Отзывы
Чтобы оставить отзыв, пожалуйста, авторизуйтесь на сайте.
Спасибо за ваш отзыв!
Перед публикацией мы проверяем отзывы. Обычно это занимает от 1 до 24 часов. Это помогает нам избежать спама и неуважительного обращения. Мы никогда не блокируем правдивые отзывы о товаре.
Спасибо за понимание!
Перед публикацией мы проверяем отзывы. Обычно это занимает от 1 до 24 часов. Это помогает нам избежать спама и неуважительного обращения. Мы никогда не блокируем правдивые отзывы о товаре.
Спасибо за понимание!