Пожалуйста, проверьте Вашу почту.
Янтарь Миг 550 В Пульс, Синергетический сварочный полуавтомат (MIG/MAG, MMA, TIG Lift)













Код товара: 303663
Описание товара
Сварочный полуавтомат ЯНТАРЬ МИГ 550 В ПУЛЬС — инверторный аппарат для стандартной сварки постоянным током, с водяным охлаждением, импульсным режимом и отдельным механизмом подачи проволоки УПП-4. Имеет возможности сварки MIG/MAG, сварки TIG с контактным зажиганием, сварки покрытыми электродами и строжки угольным электродом. Подходит для сварки нелегированных, низколегированных, хромоникелевых сталей и цветных металлов как импульсным, так и стандартным методом. Узнать цены, варианты комплектаций, сроки и условия поставки сварочного полуавтомата Янтарь Миг 550 В Пульс вы можете, позвонив по телефону (343) 222-1-999 или отправив запрос на почту website@ets-ural.ru с картой вашего предприятия.
Самовывоз
при любой сумме заказа
Доставка курьерской службой «ИТС-Урал»
Доставка по г. Екатеринбург + 30 км (cтоимость рассчитывается менеджером). Бесплатная доставка при покупке от 20000 руб. в течение 3-х рабочих дней
Доставка транспортной компанией
при любой сумме заказа при 100% предоплате (Доставка до транспортной компании в Екатеринбурге — бесплатно)
19 лет на рынке
Собственное
производство
производство
Адекватная
стоимость
стоимость
Свой сервисный
центр
центр
Более 3000 наименований
аппаратов и аксессуаров
аппаратов и аксессуаров
Технические характеристики
| Характеристика | Значение | ||||
|---|---|---|---|---|---|
| Производитель | ЭСВА | ||||
| Гарантия производителя | 3 года | ||||
| Напряжение питания, В | 380 | ||||
| Частота, Гц | 50/60 | ||||
| Вид электрической сети | трёхфазная | ||||
| Максимальный сварочный ток, А | 550 | ||||
| Диапазон регулирования сварочного тока, А | 5~550 | ||||
| Напряжение на холостом ходу, В | 80 | ||||
| Номинальный сварочный ток при ПВ=100%, А | 550 | ||||
| Максимальная потребляемая мощность, кВА | MMA | TIG | MIG/MAG | ||
| 29.2 | 22.2 | 28 | |||
| Производительность, л/мин | 5 | ||||
| Максимальное давление на выходе, бар | 3.5 | ||||
| Рекомендованная мощность генератора, кВА | 39.4 | ||||
| Холодопроизводительность, Вт | 1500 | ||||
| Емкость бака, л | 12 | ||||
| Приводные ролики | 4 | ||||
| Сетевое напряжение (допуски) | 3x400В (-25%-+20%) | ||||
| Сетевой предохранитель (инерционный) | 3x32A | ||||
| КПД, % | 90 | ||||
| Коэффициент мощности | 0.99 | ||||
| Класс защиты | IP23 | ||||
| Диаметр проволоки, мм | 0,8-1,2 | ||||
| Скорость подачи проволоки, м/мин | 0,5~24 | ||||
| Режим сварки ММА | есть | ||||
| Режим импульсной сварки (PULSE) | есть | ||||
| Двойной пульс (DOUBLE PULSE) | нет | ||||
| Режим сварки TIG | есть | ||||
| LIFT-TIG - Старт сварки касанием | есть | ||||
| HOT START - Горячий старт | есть | ||||
| ANTISTICK - Антизалипание | есть | ||||
| ARC FORCE - регулируемый форсаж дуги | есть | ||||
| Synergy | есть | ||||
| Сварка алюминия | есть | ||||
| Сварка порошковой проволокой | есть | ||||
| Смена полярности | есть | ||||
| Регулировка индуктивности | есть | ||||
| Холостой прогон проволоки | есть | ||||
| Функция дожигания сварочной проволоки | есть | ||||
| Регулировка заварки кратера | есть | ||||
| Регулировка времени нарастания тока | есть | ||||
| Регулировка времени спада тока | есть | ||||
| Тестовая продувка газа | есть | ||||
| VRD - Снижение напряжения холостого хода | есть | ||||
| Режим работы 2Т/4Т | есть | ||||
| Наличие розетки 36В для подогревателя | нет | ||||
| Подключение блока охлаждения | есть | ||||
| Подключение пульта ДУ | есть | ||||
| Цифровой дисплей | есть | ||||
| Масса, кг | 128 | ||||
| Масса механизма подачи проволоки, кг | 15.1 | ||||
| Габаритные размеры (ДхШхВ), мм | 1100x455x1000 | ||||
| Габаритные размеры устройства подачи проволоки (ДхШхВ), мм | 690x300x410 | ||||
Действует гарантия производителя!
Продукция изготавливается по самым современным технологиям, поэтому вы можете быть уверены в ее надежности и высоких потребительских характеристиках. В любой непонятной ситуации вы можете обратиться в авторизованный сервисный центр. Товар изготовлен с соблюдением всех требований государственных стандартов.
Как стать корпоративным клиентом:
- Быть юридическим лицом или индивидуальным предпринимателем
- Заключить договор поставки
- Закупать сварочное оборудование и материалы в «ИТС-Урал»
Не нашли нужный товар? Свяжитесь с нами - мы привезем оборудование под заказ или предложим альтернативное решение.
Оставить заявкуПодробное описание товара
Инверторный аппарат для импульсной сварки постоянным током, с водяным охлаждением, импульсным режимом, с отдельным механизмом подачи проволоки УПП-4. Имеет возможности сварки MIG/MAG, сварки TIG с контактным зажиганием, сварки покрытыми электродами и строжки угольным электродом.
Преимущества сварочного полуавтомата Янтарь Миг 550 В Пульс:
- В серийном исполнении доступны сварочные характеристики с использованием Синергии для технологий Форсаж Дуги и функции Проварки Корня.
- В серийном исполнении доступны сварочные характеристики Синергии для сварки стали, хромоникелевых сплавов и алюминия в среде защитных газов
- Большой резерв мощности, достигаемый за счет высокой продолжительности включения, позволяет уменьшить тепловую нагрузку на все компоненты и увеличить срок службы аппарата
- Плавная регулировка динамики сварочной дуги (дросселирование)
- Оснащение для стальной проволоки 0,8 мм до 1,2 мм
- Отличное охлаждение горелки благодаря мощному центробежному насосу и 12-литровому баку с водой, что позволяет уменьшить расходы на изнашивающиеся части
- Экономия электроэнергии благодаря высокому КПД и функции энергосбережения
- Простая смена полярности сварочного тока без инструментов
- Контроль замыкания на землю (защитный проводник PE)
- Большие допуски колебаний сетевого напряжения обеспечивают абсолютную пригодность для работы от генератора
- Идеально подходит для использования с длинными шланг-пакетами
- Возможность подключения дистанционного регулятора и функциональной горелки;
- 4-роликовый привод подающего механизма обеспечивает плавную подачу проволоки при работе в любых условиях
- Настройка всех параметров сварки и их индикация на механизме подачи проволоки;
- Функция энергосбережения – переход в спящий режим при отсутствии сварки;
- Наличие параметрической кривой;
- Цифровое согласование механизма подачи и источника питания
Технология Форсаж Дуги
Сварочный аппарат Янтарь Миг 550 В Пульс имеет возможность осуществлять сварочный процесс по технологии Форсаж Дуги, которая качественным образом преображает MIG/MAG сварку за счёт использования ресурса источника питания и максимального использования энергии дуги. Технология Форсаж дуги позволяет увеличить производительность и сократить производственные расходы до 50%.
Форсаж дуги обеспечивает следующие преимущества:
- глубокий провар;
- минимальные затраты при подготовке шва;
- минимизация слоев и меньше расход присадочного материала;
- уменьшение внутренних напряжений в металле;
- меньший расход защитного газа и меньшее время сварки;
- глубокое проплавление для оптимального провара;
- отсутствие подрезов и почти полное отсутствие брызг;
- оптимальная геометрия шва благодаря высокому давлению дуги;
- очень быстрая реакция при изменении длины дуги;
- минимальная зона термического влияния;
- увеличенное давление плазмы в дуге (сварка погруженной дугой);
- стабильная дуга, даже при длинном вылете проволоки (до 50 мм);
- контролируемый капельный переход проволоки в сварочную ванну при работе на малых и больших токах.
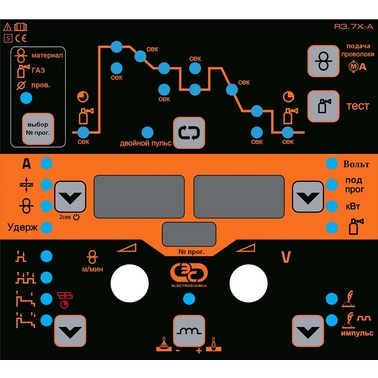
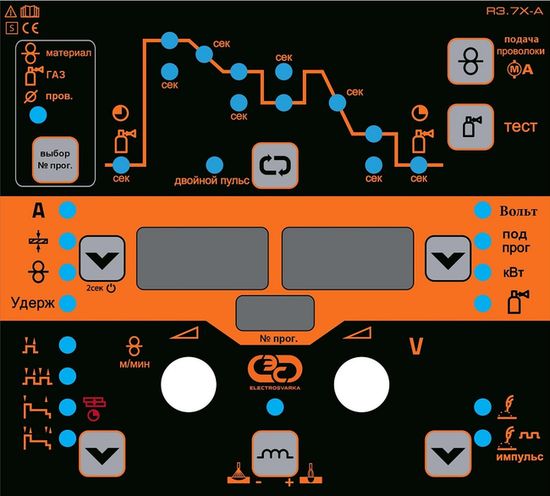
Панель управления Янтарь Миг 550 В Пульс
Сравнительный тест скорости сварки сплошной и порошковой проволок, а также сварка сплошной проволокой в режиме Супер Пульс на сварочном полуавтомате Янтарь МИГ-550 Пульс
Loading...
Аналоги к данному товару можно посмотреть и потрогать в специализированных сварочных магазинах
Если и после этого останутся вопросы, вы можете попробовать оборудование в работе на производственном участке «ИТС-Урал» (услуга предоставляется на товар, который есть в наличии на складе в Екатеринбурге).
Подробности об услуге Тест-драйв оборудования по телефону
+7 (343) 222-1-999.
Собственное производство
ООО «ИТС-Урал» входит в группу заводов сварочного оборудования «ИТС». АО «Научно-производственная фирма «ИТС» — ведущий российский производитель и поставщик сварочного оборудования и расходных материалов. Эта крупная специализированная Финансово-промышленная группа объединяет разработчиков, промышленные предприятия и центры по продаже и сервисному обслуживанию сварочного оборудования.
Компания «ИТС» была основана в 1991 году и сегодня представляет собой крупную промышленно-финансовую группу, в состав которой входят АО «Электромашиностроительный завод «ФИРМА СЭЛМА» (г. Симферополь), АО "ЭЛЕКТРОСВАРКА" (АО "ЭСВА") (г. Калининград).
Фундаментальное направление деятельности ООО «ИТС-Урал» — это комплексное решение задач для обеспечения сварочного производства в Уральском федеральном округе. Головной офис, розничные магазины, производство и склад компании базируются в Екатеринбурге.
Собственный сервисный центр
Официальный сервисный центр компании «ИТС-Урал» расположен на территории производственно-складского комплекса компании. Обслуживает и ремонтирует оборудование для сварки, резки и наплавки заводов СЭЛМА и ЭСВА, торговых марок BIMArc, Сварог, Ресанта, Кедр, Aurora и пр.
Современное оборудование, позволяющее проводить все виды работ в соответствии с регламентом завода-изготовителя
Высокая квалификация и большой опыт работы сервисных инженеров
Диагностика и ремонт сварочного оборудования оперативно и с гарантией на выполненные работы
Первичный осмотр оборудования в сервисном центре – БЕСПЛАТНО!
Удобное месторасположение
Адекватная стоимость
Отзывы
Чтобы оставить отзыв, пожалуйста, авторизуйтесь на сайте.
Спасибо за ваш отзыв!
Перед публикацией мы проверяем отзывы. Обычно это занимает от 1 до 24 часов. Это помогает нам избежать спама и неуважительного обращения. Мы никогда не блокируем правдивые отзывы о товаре.
Спасибо за понимание!
Перед публикацией мы проверяем отзывы. Обычно это занимает от 1 до 24 часов. Это помогает нам избежать спама и неуважительного обращения. Мы никогда не блокируем правдивые отзывы о товаре.
Спасибо за понимание!




