Пожалуйста, проверьте Вашу почту.
АД-381Ш, Установка сварочная электрошлаковая



Код товара: 302203
Описание товара
Автомат для электрошлаковой сварки АД-381 Ш предназначен для механизированной сварки с принудительным формированием способом ЭШС двумя электродными проволоками вертикальных и наклонных (до ±18°) стыковых соединений листовых конструкций толщиной от 30 до 60 мм. Автомат изготовлен в климатическом исполнении "У" категории "3" ГОСТ 15150-69 и ГОСТ 15545-70, но для работы при нижнем значении температуры до 0°С.
Самовывоз
при любой сумме заказа
Доставка курьерской службой «ИТС-Урал»
Доставка по г. Екатеринбург + 30 км (cтоимость рассчитывается менеджером). Бесплатная доставка при покупке от 20000 руб. в течение 3-х рабочих дней
Доставка транспортной компанией
при любой сумме заказа при 100% предоплате (Доставка до транспортной компании в Екатеринбурге — бесплатно)
20 лет на рынке
Собственное
производство
производство
Адекватная
стоимость
стоимость
Свой сервисный
центр
центр
Более 3000 наименований
аппаратов и аксессуаров
аппаратов и аксессуаров
Технические характеристики
| Характеристика | Значение |
|---|---|
| Напряжение питания, В | 380 |
| Количество электродов, шт. | 1-2 |
| Масса, кг | 60 |
| Габаритные размеры (ДхШхВ), мм | 670х410х600 |
| Диаметр электрода, мм | 3,0 |
| Частота, Гц | 50 |
| Вид электрической сети | трёхфазная |
| Толщина свариваемого металла, мм | 30-60 |
| Скорость подачи электрода, м/ч | 0-450 |
| Скорость перемещения автомата, м/ч | 2-6 |
| Количество формирующих водоохлаждаемых ползунков, шт. | 2 |
| Сварочный ток на каждый электрод при ПВ=100%, не более, А | 1000 |
| Корректировка концов электродов вдоль разделки, мм | ±20 |
| Корректировка концов электродов поперек разделки, мм | ±10 |
| Превышение кромок свариваемых листов, не более, мм | 3 |
| Ширина щелевой разделки, мм | 24±6 |
Действует гарантия производителя!
Продукция изготавливается по самым современным технологиям, поэтому вы можете быть уверены в ее надежности и высоких потребительских характеристиках. В любой непонятной ситуации вы можете обратиться в авторизованный сервисный центр. Товар изготовлен с соблюдением всех требований государственных стандартов.
Как стать корпоративным клиентом:
- Быть юридическим лицом или индивидуальным предпринимателем
- Заключить договор поставки
- Закупать сварочное оборудование и материалы в «ИТС-Урал»
Не нашли нужный товар? Свяжитесь с нами - мы привезем оборудование под заказ или предложим альтернативное решение.
Оставить заявкуПодробное описание товара
Работа электрошлаковой установки АД-381Ш
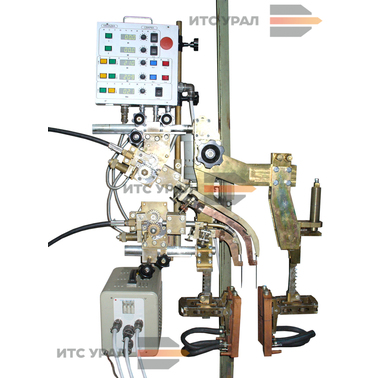
Состав автомата АД-381Ш
Автомат АД-381Ш состоит из следующих основных узлов:
- механизм ходовой 1 шт.
- мундштук верхний 1 шт.
- мундштук нижний 1 шт.
- механизм подающий 2 шт.
- подвеска ползуна 2 шт.
- подвеска задняя 1 шт.
- подвеска передняя 1 шт.
- ползун 2 шт.
- корректор 2 шт.
- блок управления 1 шт.
- мундштук верхний 1 шт.
Автомат укомплектован набором проводов для цепей управления, связывающих устройство управления автомата с блоком питания.
Источники сварочного тока поставляются по дополнительному договору с Заказчиком. Рекомендуется использовать в качестве источников сварочного тока выпрямители с жесткой вольтамперной характеристикой и максимальными токами до 1000А при ПВ=100%.
Сварочные кабели должны иметь сечение не менее 95 мм² на каждый электрод.
Устройство и работа автомата АД-381Ш
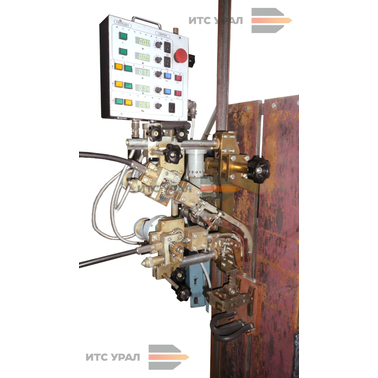
Автомат представляет собой самоходное устройство, состоящее из ходового механизма, двух подвесок ползунов, двух ползунов, двух механизмов подачи электродов, двух корректоров и двух мундштуков. Катушки электродной проволоки размещаются на подставках отдельно, вблизи автомата. Там же размещается блок питания.
Ходовой механизм перемещает автомат вверх с прижатыми двумя ползунами, мундштуками и механизмами подачи.
Корректоры служат для направления электродов в щелевую разделку в зону электрошлаковой ванны.
Мундштуки снабжены двухкоординатными угловыми корректорами.
В блоке управления размещены электрические схемы управления, а на его передней панели размещены контрольные приборы и элементы управления источниками сварочного тока, механизмами ходовым и подачи электродов. Штепсельными разъемами блок управления соединен с электродвигателями ходового механизма, механизмами подачи электродов и блоком питания.
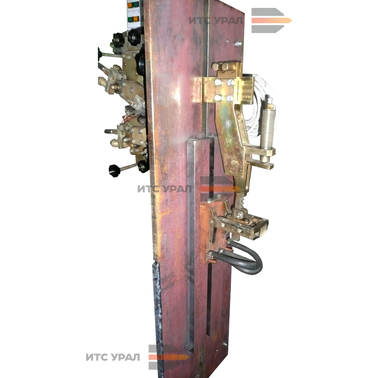
Направляющий блок закрепляется на поверхности свариваемых изделий с помощью приварных ушей, призм-подставок и закладных конических клиньев.
Для измерения технологических параметров при сварке в блоке управления автомата установлены приборы, которые обеспечивают измерение и контроль напряжения скорости сварки, скоростей подачи электродов. В блоке управления установлены приборы регулировки параметров автомата при наладке и при сварке.
Разборка и сборка узлов автомата при техническом обслуживании и текущем ремонте производится стандартным инструментом. Специальный инструмент и приспособления не требуются.
Описание и работа составных частей автомата АД-381Ш
Механизм ходовой представляет собой трехколесную приводную тележку. Приводом служит электромеханизм А547У.1.84.00, который приводит червячный редуктор, на выходном валу которого размещено ходовое колесо с V-образной проточкой, конуса которого выполнены с рифлениями. Одно из колес подпружиненное, что позволяет зажимать ходовой механизм без люфта на направляющем рельсе. Направляющим рельсом служит неотработанный равнобокий уголок сечением 50х50, который закрепляется на свариваемом изделии с помощью приварных ушей, прижимных подставок и закладных конусных клиньев. Регулировка скорости перемещения осуществляется с блока управления регулировкой скорости движения.
К корпусу тележки прикреплена передняя подвеска, несущая два подающих механизма, два мундштука, два корректора, подвеску переднего ползуна. На тележке также закрепляется блок управления.
Автомат снабжен двумя мундштуками верхним и нижним. Их конструкции одинаковы. Они служат для направления проволочных электродов в зону сварки и подачи к ним сварочного тока. Оба мундштука выполнены в виде двух изогнутых пластинок, шарнирно скрепленных друг с другом. Мундштуки имеют два угловых корректора для электродов: поперек разделки и вдоль разделки. Кроме того, мундштуки имеют возможность подстраиваться линейно вдоль разделки, меняя расстояние между концами электродов в разделке.
В автомате два подающих механизма. Механизм подающий служит для подачи электродной проволоки от катушек в мундштуки. Он представляет собой цилиндрический одноступенчатый редуктор, который приводится электромеханизмом А547 УЛ.84.00. Регулировка скоростей подачи осуществляется заменой сменных шестерен, а также с помощью регулятора скорости на блоке управления. Подающие ролики выполнены в виде шестеренок с V-образными проточками.
Для прижима переднего и заднего формирующих ползунов к свариваемым поверхностям изделия служат подвески ползунов, которые закрепляются на планках передней и задней подвески. Прижим ползунов осуществляется двумя ножами-упорами, которые связаны между собой параллелограммно поперечными планками. Задняя цепь подвески ползуна выполнена в виде поперечной планки с бойком, по которому операторы стучат во время сварки, чтобы предотвратить отжатие ползунов от поверхности свариваемого изделия.
Ползун служит для формирования сварочной ванны и кристаллизации жидкого металла. Кроме того, он удерживает шлаковую ванну от выполнения из зоны сварки. В автомате применяются два одинаковых ползуна для переднего и заднего формирования сварного шва.
Подвеска задняя служит для закрепления на ней подвески заднего ползуна и кронштейна с пружинным стаканом. Корпус подвески имеет паз, которым он надевается на нож передней подвески и закрепляется с помощью двух болтов. Пружинный стакан служит для прижима, через подвески, обоих формирующих ползунов к передней и задней поверхности свариваемых листов. Он состоит из резьбового корпуса, пружины и упора. Регулировка усилия прижима ползунов осуществляется закручиванием или выкручиванием пружинного стакана.
Loading...
Аналоги к данному товару можно посмотреть и потрогать в специализированных сварочных магазинах
Если и после этого останутся вопросы, вы можете попробовать оборудование в работе на производственном участке «ИТС-Урал» (услуга предоставляется на товар, который есть в наличии на складе в Екатеринбурге).
Подробности об услуге Тест-драйв оборудования по телефону
+7 (343) 222-1-999.
Собственное производство
ООО «ИТС-Урал» входит в группу заводов сварочного оборудования «ИТС». АО «Научно-производственная фирма «ИТС» — ведущий российский производитель и поставщик сварочного оборудования и расходных материалов. Эта крупная специализированная Финансово-промышленная группа объединяет разработчиков, промышленные предприятия и центры по продаже и сервисному обслуживанию сварочного оборудования.
Компания «ИТС» была основана в 1991 году и сегодня представляет собой крупную промышленно-финансовую группу, в состав которой входят АО «Электромашиностроительный завод «ФИРМА СЭЛМА» (г. Симферополь), АО "ЭЛЕКТРОСВАРКА" (АО "ЭСВА") (г. Калининград).
Фундаментальное направление деятельности ООО «ИТС-Урал» — это комплексное решение задач для обеспечения сварочного производства в Уральском федеральном округе. Головной офис, розничные магазины, производство и склад компании базируются в Екатеринбурге.
Собственный сервисный центр
Официальный сервисный центр компании «ИТС-Урал» расположен на территории производственно-складского комплекса компании. Обслуживает и ремонтирует оборудование для сварки, резки и наплавки заводов СЭЛМА и ЭСВА, торговых марок BIMArc, Сварог, Ресанта, Кедр, Aurora и пр.
Современное оборудование, позволяющее проводить все виды работ в соответствии с регламентом завода-изготовителя
Высокая квалификация и большой опыт работы сервисных инженеров
Диагностика и ремонт сварочного оборудования оперативно и с гарантией на выполненные работы
Первичный осмотр оборудования в сервисном центре – БЕСПЛАТНО!
Удобное месторасположение
Адекватная стоимость
Отзывы
Чтобы оставить отзыв, пожалуйста, авторизуйтесь на сайте.
Спасибо за ваш отзыв!
Перед публикацией мы проверяем отзывы. Обычно это занимает от 1 до 24 часов. Это помогает нам избежать спама и неуважительного обращения. Мы никогда не блокируем правдивые отзывы о товаре.
Спасибо за понимание!
Перед публикацией мы проверяем отзывы. Обычно это занимает от 1 до 24 часов. Это помогает нам избежать спама и неуважительного обращения. Мы никогда не блокируем правдивые отзывы о товаре.
Спасибо за понимание!
