Пожалуйста, проверьте Вашу почту.
УДГУ-351 AC/DC (Транс ТИГ-350) с ВСД-02, Установка для аргонодуговой сварки
НАКС


Цена
310 248 ₽
(с НДС)Товар в наличии:
Екатеринбург, ул. Косарева, 93
Гарантия на товар — 1 год
Действующие акции:
Код товара: 09451
Описание товара
Установка для аргонодуговой сварки УДГУ-351 AC/DC (Транс ТИГ-350) с ВСД-02 предназначена для аргонодуговой сварки неплавящимся электродом (TIG) на постоянном (DC) и переменном токе (AC) всех видов металлов и сплавов и для ручной дуговой сварки покрытым электродом (MMA). Аппарат для аргонодуговой сварки УДГУ-351 производится на заводе СЭЛМА, город Симферополь. Компания «ИТС-Урал» является официальным сертифицированным представителем АО Научно-Производственной Фирмы «ИТС» с правом продажи и технического обслуживания сварочного оборудования и материалов, производимых предприятиями Группы Компаний «ИТС» (торговые марки «ЭСВА», «Сэлма», «ИТС»). Узнать варианты комплектации, цены и сроки поставки сварочного аппарата УДГУ-501 вы можете, позвонив по телефону (343) 222-1-999 или отправив запрос website@ets-ural.ru на почту с картой вашего предприятия.
Доставка курьерской службой «ИТС-Урал»
Доставка по г. Екатеринбург + 30 км (cтоимость рассчитывается менеджером). Бесплатная доставка при покупке от 20000 руб. в течение 3-х рабочих дней
Доставка транспортной компанией
при любой сумме заказа при 100% предоплате (Доставка до транспортной компании в Екатеринбурге — бесплатно)
19 лет на рынке
Собственное
производство
производство
Адекватная
стоимость
стоимость
Свой сервисный
центр
центр
Более 3000 наименований
аппаратов и аксессуаров
аппаратов и аксессуаров
Технические характеристики
| Характеристика | Значение | |||||||
|---|---|---|---|---|---|---|---|---|
| Напряжение питания, В | 2х380 | |||||||
| Частота, Гц | 50 | |||||||
| Регулирование сварочного тока | плавное | |||||||
| Номинальный сварочный ток, A | MMA | TIG | ||||||
| 350 | 350 | |||||||
| Диапазон регулирования сварочного тока, А | MMA | TIG | ||||||
| 25~350 | 10~350 | |||||||
| Номинальное рабочее напряжение, В | MMA | TIG | ||||||
| 34 | 24 | |||||||
| Диапазон регулирования напряжения, В | MMA | TIG | ||||||
| 21~34 | 10,2~24 | |||||||
| Диаметр электрода, мм | MMA | TIG | ||||||
| 2-8 | 0,8-8 | |||||||
| Напряжение на холостом ходу в режиме AC, В | 70 | |||||||
| Напряжение на холостом ходу в режиме DC, В | 100 | |||||||
| Потребляемая мощность при номинальном токе, кВА | 37 | |||||||
| Производитель | СЭЛМА | |||||||
| Гарантия производителя | 1 год | |||||||
| Масса, кг | 136 | |||||||
| Масса ВСД-02 (не более), кг | 16.5 | |||||||
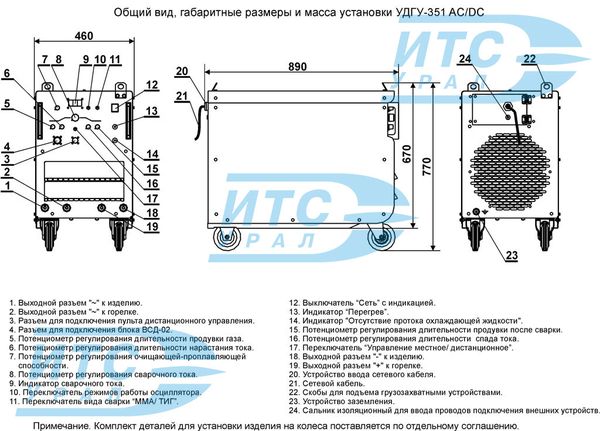
| Габаритные размеры без колес (ДхШхВ), мм | 890х460х670 | |||||||
| Габаритные размеры ВСД-02 (ДхШхВ), мм | 365х285х305 | |||||||
Сопутствующие документы:
Действует гарантия производителя!
Продукция изготавливается по самым современным технологиям, поэтому вы можете быть уверены в ее надежности и высоких потребительских характеристиках. В любой непонятной ситуации вы можете обратиться в авторизованный сервисный центр. Товар изготовлен с соблюдением всех требований государственных стандартов.
Как стать корпоративным клиентом:
- Быть юридическим лицом или индивидуальным предпринимателем
- Заключить договор поставки
- Закупать сварочное оборудование и материалы в «ИТС-Урал»
Не нашли нужный товар? Свяжитесь с нами - мы привезем оборудование под заказ или предложим альтернативное решение.
Оставить заявкуПодробное описание товара
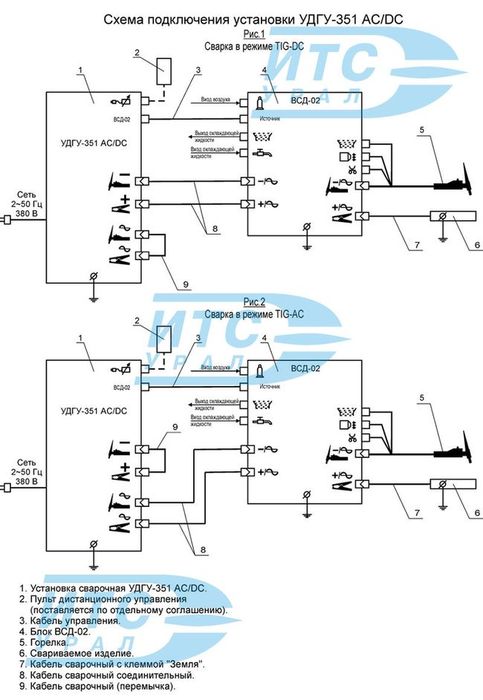
Установка для аргонодуговой сварки УДГУ-351 AC/DC (Транс ТИГ-350) с ВСД-02 предназначена для аргонодуговой сварки неплавящимся электродом (TIG) на постоянном (DC) и переменном токе (AC) всех видов металлов и сплавов и для ручной дуговой сварки покрытым электродом (MMA).
В режимах ММА и TIG установка УДГУ-351 AC/DC обеспечивает:
- плавное регулирование величины сварочного тока;
- индикацию сетевого напряжения при включении установки и индикацию отключения установки при тепловой перегрузке;
- цифровую индикацию и предварительную установку сварочного тока;
- возможность выбора одного из режимов сварки ММА-DC, ММА-АС, TIG-DC и TIG-АС.
В режиме TIG установка УДГУ-351 AC/DC обеспечивает:
- режимы "длинные швы" или "короткие швы";
- регулирование очищающей и проплавляющей способности дуги в режиме TIG-АС;
- продувку газового тракта перед началом сварки от (0,2 0,1) с до (8,0 2,0) с с последующим включением сварочного напряжения;
- бесконтактный поджиг дуги на постоянном и переменном токе;
- регулирование времени плавного нарастания сварочного тока в начале сварки в пределах от (0,1 0,1) с до (5 2,5) с;
- регулирование времени плавного снижения сварочного тока в конце сварки в пределах от (0,1 0,1) с до (20 10,0) с;
- продувку газового тракта после сварки от (0,2 0,1) с до (30 10) с.

Компания «ИТС-Урал» является официальным сертифицированным представителем АО Научно-Производственной Фирмы «ИТС» с правом продажи и технического обслуживания сварочного оборудования и материалов, производимых предприятиями Группы Компаний «ИТС» (торговые марки «ЭСВА», «Сэлма», «ИТС»).
Узнать варианты комплектации, цены и сроки поставки сварочного аппарата УДГУ-351 вы можете, позвонив по телефону (343) 222-1-999 или отправив запрос на почту с картой вашего предприятия.
Loading...
Этот товар можно посмотреть и потрогать в специализированных сварочных магазинах:
Если и после этого останутся вопросы, вы можете попробовать оборудование в работе на производственном участке «ИТС-Урал» (услуга предоставляется на товар, который есть в наличии на складе в Екатеринбурге).
Подробности об услуге Тест-драйв оборудования по телефону
+7 (343) 222-1-999.
Собственное производство
ООО «ИТС-Урал» входит в группу заводов сварочного оборудования «ИТС». АО «Научно-производственная фирма «ИТС» — ведущий российский производитель и поставщик сварочного оборудования и расходных материалов. Эта крупная специализированная Финансово-промышленная группа объединяет разработчиков, промышленные предприятия и центры по продаже и сервисному обслуживанию сварочного оборудования.
Компания «ИТС» была основана в 1991 году и сегодня представляет собой крупную промышленно-финансовую группу, в состав которой входят АО «Электромашиностроительный завод «ФИРМА СЭЛМА» (г. Симферополь), АО "ЭЛЕКТРОСВАРКА" (АО "ЭСВА") (г. Калининград).
Фундаментальное направление деятельности ООО «ИТС-Урал» — это комплексное решение задач для обеспечения сварочного производства в Уральском федеральном округе. Головной офис, розничные магазины, производство и склад компании базируются в Екатеринбурге.
Собственный сервисный центр
Официальный сервисный центр компании «ИТС-Урал» расположен на территории производственно-складского комплекса компании. Обслуживает и ремонтирует оборудование для сварки, резки и наплавки заводов СЭЛМА и ЭСВА, торговых марок BIMArc, Сварог, Ресанта, Кедр, Aurora и пр.
Современное оборудование, позволяющее проводить все виды работ в соответствии с регламентом завода-изготовителя
Высокая квалификация и большой опыт работы сервисных инженеров
Диагностика и ремонт сварочного оборудования оперативно и с гарантией на выполненные работы
Первичный осмотр оборудования в сервисном центре – БЕСПЛАТНО!
Удобное месторасположение
Адекватная стоимость
Отзывы
Чтобы оставить отзыв, пожалуйста, авторизуйтесь на сайте.
Спасибо за ваш отзыв!
Перед публикацией мы проверяем отзывы. Обычно это занимает от 1 до 24 часов. Это помогает нам избежать спама и неуважительного обращения. Мы никогда не блокируем правдивые отзывы о товаре.
Спасибо за понимание!
Перед публикацией мы проверяем отзывы. Обычно это занимает от 1 до 24 часов. Это помогает нам избежать спама и неуважительного обращения. Мы никогда не блокируем правдивые отзывы о товаре.
Спасибо за понимание!







