Пожалуйста, проверьте Вашу почту.
Строитель-326, Сварочный аппарат инверторного типа














Последняя цена продажи
119 412 ₽
(с НДС)
Гарантия на товар — 1 год
Код товара: 304763
Описание товара
Выпрямитель для дуговой сварки СТРОИТЕЛЬ-326 предназначен для ручной дуговой сварки на постоянном токе покрытыми электродами углеродистых, легированных и коррозионностойких сталей (режим РД [MMA]); для резки и строжки металла угольными или металлическими электродами [CAC-A]; для аргонодуговой сварки неплавящимся электродом на постоянном токе (режим РАД [TIG]) изделий из чугуна, стали и цветных металлов (кроме алюминия). Выпрямитель имеет падающие внешние характеристики. Питание выпрямителя может осуществляться как от промышленной сети переменного тока, так и от автономного источника.
Самовывоз
при любой сумме заказа
Доставка курьерской службой «ИТС-Урал»
Доставка по г. Екатеринбург + 30 км (cтоимость рассчитывается менеджером). Бесплатная доставка при покупке от 20000 руб. в течение 3-х рабочих дней
Доставка транспортной компанией
при любой сумме заказа при 100% предоплате (Доставка до транспортной компании в Екатеринбурге — бесплатно)
20 лет на рынке
Собственное
производство
производство
Адекватная
стоимость
стоимость
Свой сервисный
центр
центр
Более 3000 наименований
аппаратов и аксессуаров
аппаратов и аксессуаров
Технические характеристики
| Характеристика | Значение | |||||
|---|---|---|---|---|---|---|
| Производитель | ИТС | |||||
| Гарантия производителя | 1 год | |||||
| Напряжение питания, В | 300~400 | |||||
| Частота, Гц | 50 | |||||
| Вид электрической сети | трёхфазная | |||||
| Максимальный сварочный ток, А | 300 | |||||
| Номинальный сварочный ток, A | 300 | |||||
| Диапазон регулирования сварочного тока, А | РД | РАД | ||||
| 30~300 | 45~300 | |||||
| Регулирование сварочного тока | плавное | |||||
| Номинальный режим работы ПН, цикл 10 мин., % | РД | РАД | ||||
| 60 | 40 | |||||
| Напряжение на холостом ходу, В | 105 | |||||
| Напряжение на холостом ходу в безопасном режиме (VRD), В | 12 | |||||
| Потребляемая мощность при номинальном токе, кВА | 17 | |||||
| Диапазон регулирования напряжения, В | РД | РАД | ||||
| 21,2~32,0 | 11,8~22,0 | |||||
| Диаметр электрода, мм | РД | РАД | ||||
| 2,0~6,0 | 1,0~8,0 | |||||
| КПД, % | 86 | |||||
| ANTISTICK - Антизалипание | есть | |||||
| HOT START - Горячий старт | есть | |||||
| ARC FORCE - форсаж дуги | есть | |||||
| LIFT-TIG - Старт сварки касанием | есть | |||||
| VRD - Снижение напряжения холостого хода | нет | |||||
| Synergy | нет | |||||
| Подключение пульта ДУ | есть | |||||
| Цифровой дисплей | есть | |||||
| Память программ сварки | есть | |||||
| Режим сварки ММА | есть | |||||
| Режим сварки TIG | есть | |||||
| Смена полярности | есть | |||||
| Режим импульсной сварки | есть | |||||
| НАКС | нет | |||||
| Масса, кг | 18 | |||||
| Габаритные размеры (ДхШхВ), мм | 470x210x415 | |||||
Действует гарантия производителя!
Продукция изготавливается по самым современным технологиям, поэтому вы можете быть уверены в ее надежности и высоких потребительских характеристиках. В любой непонятной ситуации вы можете обратиться в авторизованный сервисный центр. Товар изготовлен с соблюдением всех требований государственных стандартов.
Как стать корпоративным клиентом:
- Быть юридическим лицом или индивидуальным предпринимателем
- Заключить договор поставки
- Закупать сварочное оборудование и материалы в «ИТС-Урал»
Не нашли нужный товар? Свяжитесь с нами - мы привезем оборудование под заказ или предложим альтернативное решение.
Оставить заявкуПодробное описание товара
Выпрямитель для дуговой сварки СТРОИТЕЛЬ-326 предназначен:
- для ручной дуговой сварки на постоянном токе покрытыми электродами углеродистых, легированных и коррозионностойких сталей (режим РД [MMA]);
- для резки и строжки металла угольными или металлическими электродами [CAC-A];
- для аргонодуговой сварки неплавящимся электродом на постоянном токе (режим РАД [TIG]) изделий из чугуна, стали и цветных металлов (кроме алюминия).
Выпрямитель имеет падающие внешние характеристики. Питание выпрямителя может осуществляться как от промышленной сети переменного тока, так и от автономного источника. Основой выпрямителя является высокочастотный полупроводниковый преобразователь с быстродействующей системой автоматического регулирования, поддерживающий заданные выходные параметры аппарата.
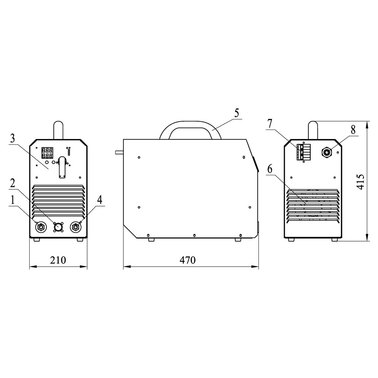
Выпрямитель выполнен в металлическом корпусе, состоящем из каркаса с передней и задней панелями и съемным кожухом. Сверху кожуха установлена ручка для переноски выпрямителя в процессе его эксплуатации.
ОБЩИЙ ВИД, ГАБАРИТНЫЕ РАЗМЕРЫ
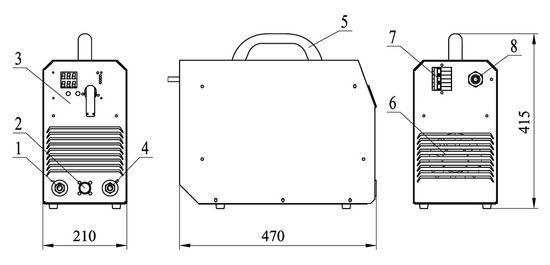
| 1 | Силовой разъем "-" |
| 2 | Разъем дистанционного управления |
| 3 | Панель управления |
| 4 | Силовой разъем "+" |
| 5 | Ручка для переноски |
| 6 | Вентилятор |
| 7 | Автоматический выключатель "Сеть" |
| 8 | Устройство ввода сетевого кабеля |
На передней панели выпрямителя Строитель-326 расположены:
- панель управления источником,
- 2 трехразрядных семи сегментных светодиодных индикатора,
- разъем подключения ПДУ,
- силовые разъемы для подключения сварочных кабелей (кабеля с электрододержателем и кабель заземления).
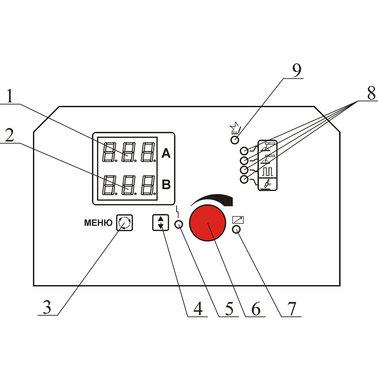
ПАНЕЛЬ ИНДИКАЦИИ И УПРАВЛЕНИЯ
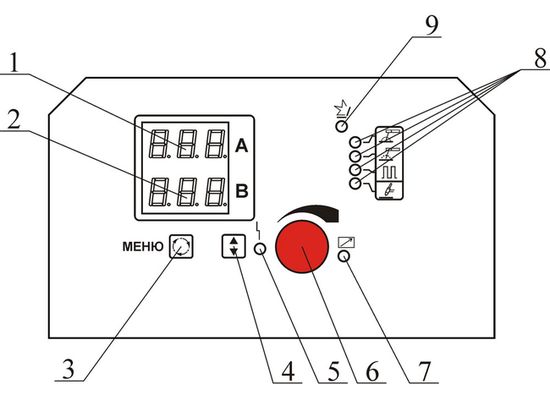
| 1 | Трехразрядный семисегментный индикатор красного цвета "ТОК (А) / ПАРАМЕТР" |
|
| Индикатор отображает:
|
| 2 | Трехразрядный семисегментный индикатор красного цвета "НАПРЯЖЕНИЕ (В) / ЗНАЧЕНИЕ" |
|
| Индикатор отображает:
|
| 3 | Кнопка "МЕНЮ" |
|
| Позволяет переходить из состояния готовности к сварке к состоянию выбора сварочного режима.
|
| 4 | Кнопка "ВЫБОР" |
|
| Последовательным нажатием на кнопку осуществляется переключение между:
|
| 5 | Светодиод "(!)" [АВАРИЯ] |
|
| Означает возникновение неисправности сварочного выпрямителя. Также светодиод моргает в режиме настройки сварочного выпрямителя. |
| 6 | Ручка регулировки |
|
| Позволяет изменять в большую или меньшую сторону:
|
| 7 | Светодиод "ПДУ ВКЛ." |
|
| Горит при подключении к выпрямителю пульта дистанционного управления. |
| 8 | Панель индикации сварочных режимов |
|
| На выбранный режим указывает горящий светодиод. |
| 9 | Индикатор "СВАРКА" |
|
| Мигает в режиме готовности к сварке. В момент сварки горит постоянно. |
Выпрямитель может комплектоваться защитной пластиной для препятствия механических повреждений ручки энкодера.
В выпрямителе Строитель 326 реализована система принудительного воздушного охлаждения. Продув горизонтальный, вентилятор расположен в задней части выпрямителя, охлаждение обеспечивают алюминиевые радиаторы. Вентилятор включается во время работы выпрямителя под нагрузкой и отключается в режиме ожидания (холостого хода).
При перегреве силовых транзисторов срабатывает тепловая защита (выключается сварочный ток) и загорается символ "ПЕРЕГРУЗКА" на семи сегментном индикаторе панели управления.
Проверка входящего питающего напряжения: аппарат Строитель-326 может работать, если сетевое напряжение находится в пределах 300-450 В. При напряжении ниже или выше этих пределов выдает сообщение об ошибке.
В сварочном аппарате Строитель-326 предусмотрена возможность выбора сварочного задания (5 заданий) и настройка сварочных параметров для каждого из 4-х режимов сварки:
- ручная дуговая сварка электродами с основным покрытием;
- ручная дуговая сварка электродами с целлюлозным покрытием;
- ручная аргонодуговая сварка неплавящимся электродом;
- импульсная ручная дуговая сварка.
Выпрямитель сохраняет последние использованные сварочные параметры и устанавливает их при включении.
Для режима ручной дуговой сварки основным и целлюлозным электродом (РД [
MMA]) действуют три настраиваемых параметра сварки:- Величина Горячего старта (HOT START) - кратковременного повышения сварочного тока при возбуждении дуги. Облегчает начальный этап сварки, форсирует начальный расплав электрода и формирование сварочной ванны. Устанавливается в процентах от установленного сварочного тока (0-100%).
- Время горячего старта (HOT START). Устанавливается в пределах от 0,0-3,0 секунд с шагом 0,1 сек.
- "Форсаж дуги" (ARC FORCE) обеспечивает увеличение сварочного тока при уменьшении дугового промежутка и в коротком замыкании. Режим предназначен для уменьшения вероятности залипания электрода и увеличения проплавляющей способности дуги. Увеличение тока устанавливается от 0 до 100% сварочного тока.
Импульсный режим РД [
MMA] предполагает чередование включения базового тока и тока паузы (для охлаждения сварочной ванны). Сварочный процесс имеет следующую форму: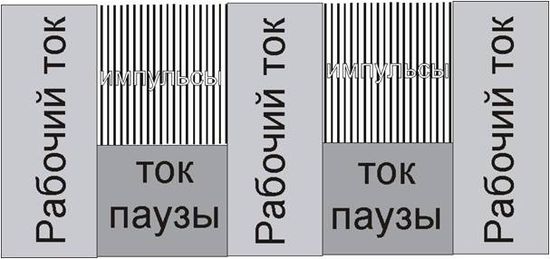
- Рабочий ток - настраиваемый с основной ручки или пульта в момент готовности или во время сварки.
- Ток паузы - чаще всего минимальное значение сварочного тока, применяемое к данному типу и диаметру электрода
- Во время действия паузы источник генерирует пучок стабилизирующих узких импульсов для поддержания рабочего состояния дуги. Амплитуда этих импульсов устанавливается равной величине рабочего тока, длительность – настраиваемая.
| Настраиваемые параметры для режима сварки неплавящимся электродом РАД [ TIG] | Настраиваемые параметры для Импульсного режима РД (помимо приведенных слева, как для Основного и Целлюлозного) |
| Ток поджига в амперах. Диапазон регулировки от 40 до 300 А с шагом 1 А. Период действия нарастания тока сварки в амперах. Диапазон регулировки от 0,2 до 5,0 сек. с шагом 0,1 сек. Период действия спада тока сварки в амперах. Диапазон регулировки от 0,5 до 5,0 сек. с шагом 0,1 сек. Ток заварки картера в амперах. Диапазон регулировки от 40 до 300 А с шагом 1 А. Ток основной в амперах. Диапазон регулировки от 40 до 300 А с шагом 1 А. | Период действия рабочего тока в секундах. Диапазон регулировки от 0,0 до 3,0 сек. с шагом 0,1 сек. При значении 0,0 - рабочий ток не действует. Ток в паузе в Амперах. Период действия тока Паузы в секундах. Диапазон регулировки от 0,0 до 3,0 сек. с шагом 0,1 сек. При значении 0,0 - ток паузы не формируется. Длительность стабилизирующих импульсов во время действия паузы. В миллисекундах. Диапазон регулировки 0-50 мсек. При значении равном 0 - импульсы не формируются. |
Способ возбуждения дуги при сварке в режиме РАД [
TIG] – контактный ("лифт", LIFT ARC).Компания «ИТС-Урал» является официальным сертифицированным представителем АО Научно-Производственной Фирмы «ИТС» с правом продажи и технического обслуживания сварочного оборудования и материалов, производимых предприятиями Группы Компаний «ИТС» (торговые марки «ЭСВА», «Сэлма», «ИТС»).
Узнать варианты комплектации, цены и сроки поставки сварочного инвертора Строитель-326 вы можете, позвонив по телефону (343) 222-1-999 или отправив запрос на почту с картой вашего предприятия.
Loading...
Аналоги к данному товару можно посмотреть и потрогать в специализированных сварочных магазинах
Если и после этого останутся вопросы, вы можете попробовать оборудование в работе на производственном участке «ИТС-Урал» (услуга предоставляется на товар, который есть в наличии на складе в Екатеринбурге).
Подробности об услуге Тест-драйв оборудования по телефону
+7 (343) 222-1-999.
Собственное производство
ООО «ИТС-Урал» входит в группу заводов сварочного оборудования «ИТС». АО «Научно-производственная фирма «ИТС» — ведущий российский производитель и поставщик сварочного оборудования и расходных материалов. Эта крупная специализированная Финансово-промышленная группа объединяет разработчиков, промышленные предприятия и центры по продаже и сервисному обслуживанию сварочного оборудования.
Компания «ИТС» была основана в 1991 году и сегодня представляет собой крупную промышленно-финансовую группу, в состав которой входят АО «Электромашиностроительный завод «ФИРМА СЭЛМА» (г. Симферополь), АО "ЭЛЕКТРОСВАРКА" (АО "ЭСВА") (г. Калининград).
Фундаментальное направление деятельности ООО «ИТС-Урал» — это комплексное решение задач для обеспечения сварочного производства в Уральском федеральном округе. Головной офис, розничные магазины, производство и склад компании базируются в Екатеринбурге.
Собственный сервисный центр
Официальный сервисный центр компании «ИТС-Урал» расположен на территории производственно-складского комплекса компании. Обслуживает и ремонтирует оборудование для сварки, резки и наплавки заводов СЭЛМА и ЭСВА, торговых марок BIMArc, Сварог, Ресанта, Кедр, Aurora и пр.
Современное оборудование, позволяющее проводить все виды работ в соответствии с регламентом завода-изготовителя
Высокая квалификация и большой опыт работы сервисных инженеров
Диагностика и ремонт сварочного оборудования оперативно и с гарантией на выполненные работы
Первичный осмотр оборудования в сервисном центре – БЕСПЛАТНО!
Удобное месторасположение
Адекватная стоимость
Отзывы
Чтобы оставить отзыв, пожалуйста, авторизуйтесь на сайте.
Спасибо за ваш отзыв!
Перед публикацией мы проверяем отзывы. Обычно это занимает от 1 до 24 часов. Это помогает нам избежать спама и неуважительного обращения. Мы никогда не блокируем правдивые отзывы о товаре.
Спасибо за понимание!
Перед публикацией мы проверяем отзывы. Обычно это занимает от 1 до 24 часов. Это помогает нам избежать спама и неуважительного обращения. Мы никогда не блокируем правдивые отзывы о товаре.
Спасибо за понимание!