Трактора сварочные












В производственном процессе многих предприятий, изготавливающих металлоконструкции, ёмкостное, резервуарное оборудование, опоры и другие изделия, часто используется автоматическая сварка. Широкое применение автоматизации процесса сварки обусловлено следующими факторами:
- высокая производительность;
- высокое и стабильное качество сварного соединения;
- снижение влияния человеческого фактора на процесс сварки;
- повышение безопасности проведения работ, улучшение условий труда.
Автоматическая сварка осуществляется путём механизации основных движений, выполняемых сварщиком при ручной сварке – это подача электродной проволоки в зону горения дуги и перемещения её вдоль свариваемых кромок изделия. Проволока подаётся в зону сварки с помощью подающих роликов. Подвод тока к проволоке осуществляется скользящим контактом.
Одним из первоначальных этапов автоматизации процесса сварки является применение сварочных автоматов, тракторов или кареток для малой механизации. Сварочный трактор (сварочный автомат) – это общее название механизма, способного в той или иной мере исключить человеческий фактор при непосредственной сварке, т.е. из сварщика сделать оператора и таким образом получить равномерную подачу проволоки и скорость сварки за счёт работы исправного механизма, а не навыков и наработанной моторики человека-сварщика.
Сварочные трактора (автоматы) широко применяют для автоматизации следующих способов сварки:
- механизированная дуговая сварка плавящимся электродом в защитном газе (MIG/MAG - Metal Inert/Active Gas),
- механизированная дуговая сварка под слоем флюса (SAW - Submerged Arc Welding – сварка погруженной дугой).
Помимо указанных способов сварки, сварочные трактора применяют для механизации процесса наплавки проволокой или лентой.
Группа предприятий «ИТС» изготавливает сварочные трактора разной конструкции для выполнения различных задач.
Как выбрать сварочный трактор (автомат)?
При выборе трактора необходимо получить ответ на следующие вопросы:
- Для сварки какого соединения планируется использовать автомат, а также в каком положении будет производиться сварка?
- Какой способ сварки допускается применять для данного соединения?
- Необходимо определить технологические режимы выполнения сварного соединения (тип и параметры электродной проволоки, диапазон рабочего тока и напряжения, скорость сварки);
- Определив режимы сварки и оценив затраты времени на изготовление одного изделия с применением сварочного трактора, оцениваем экономическую целесообразность – выгодно ли предприятию применение такого сварочного автомата с учётом полученной производительности, расчётной себестоимости выполнения одного метра шва, сокращения времени и трудозатрат при данной стоимости оборудования?
Отвечая на первый вопрос, рассмотрим разные варианты соединений и применение тракторов соответствующей конструкции для сварки этих соединений.

Стыковое соединение (с разделкой и без разделки кромок)
Стыковые швы выполняют односторонней однопроходной сваркой, двусторонней одно- или многопроходной сваркой. Могут применяться механизмы подачи электродной проволоки одно-, двух- или многоэлектродные.
При односторонней сварке под флюсом металла толщиной до 4-6 мм без разделки кромок зазор при сборке устанавливают минимальный. Для металла толщиной 10-12 мм стыки собирают с зазором. При этом могут использоваться различные подкладки (медные, керамические, стальные, если допускаются по условиям работы конструкции), флюсовые подушки, а также соединения «в замок»
При выполнении сварки стыкового соединения сварочный трактор может перемещаться как по свариваемым изделиям, используя копир, так и по направляющим, производить сварку внутри колеи или вне колеи.
Наглядным примером будет служить использование сварочных тракторов ТС-16 и ТСФ-101 с копиром для сварки стыкового соединения. При использовании такого копира сварочный шов будет внутри колеи, т.е. между колёсами трактора.
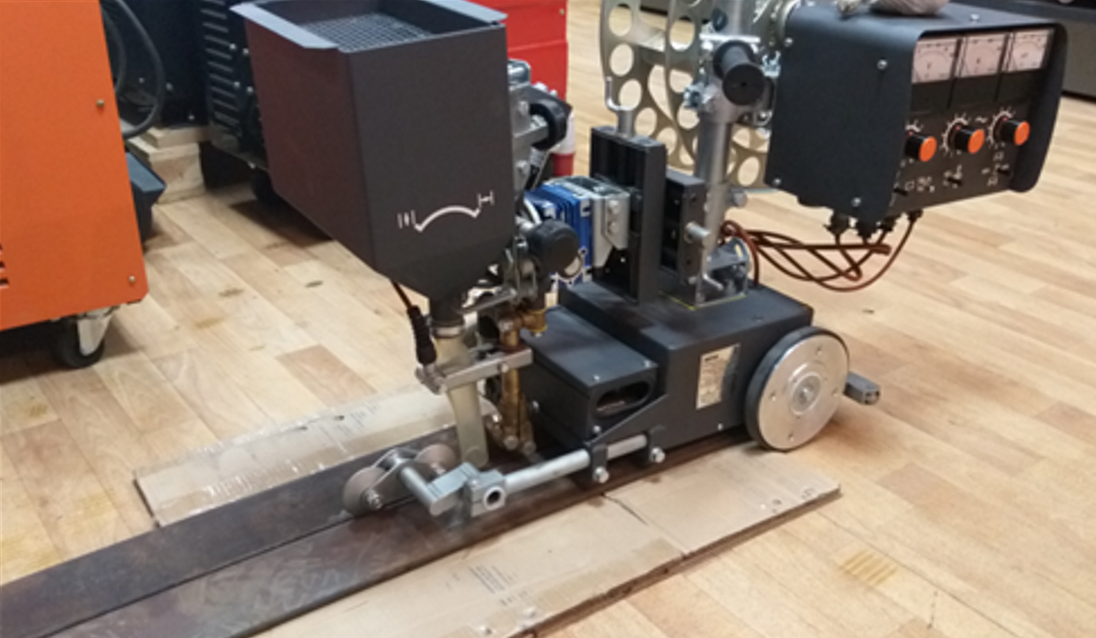
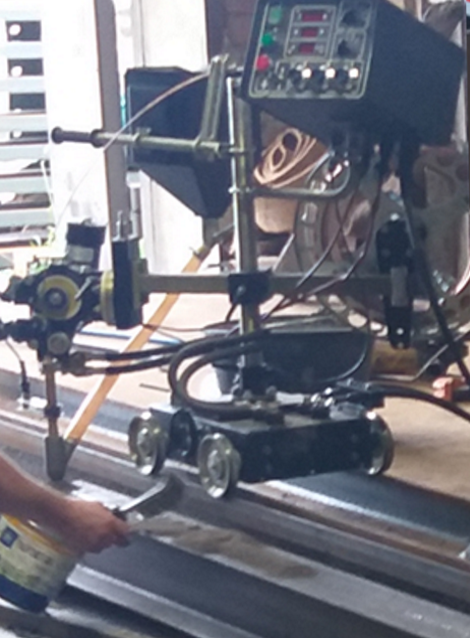
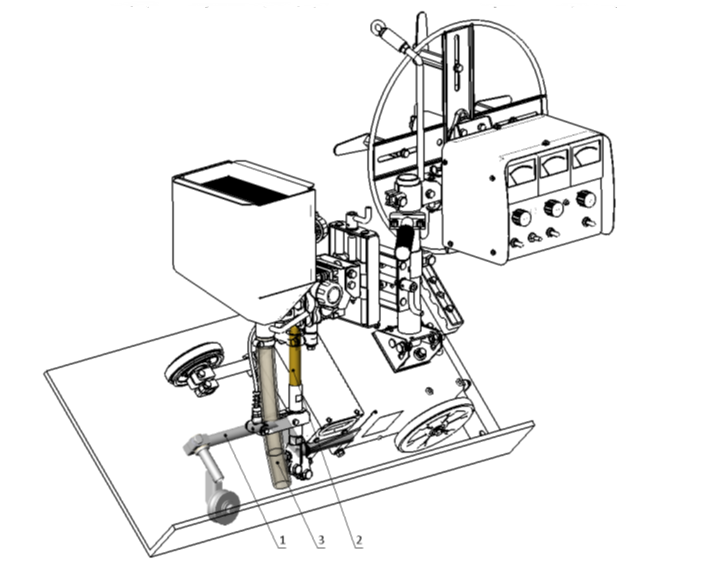
На иллюстрации ниже изображен трактор ТСФ-101 с установленным копиром для стыкового соединения. Копир имеет два ролика в форме ромба, которые устанавливаются в зазор (или разделку) между свариваемыми листами. Такой копир направляет трактор вдоль стыка, при этом, задние колёса перемещают трактор по листу (изделию). Ниже на фотографиях представлены трактора ТСФ-101 и ТС-16 перемещающиеся по изделию при работе с копиром.
 ТСФ-101
ТСФ-101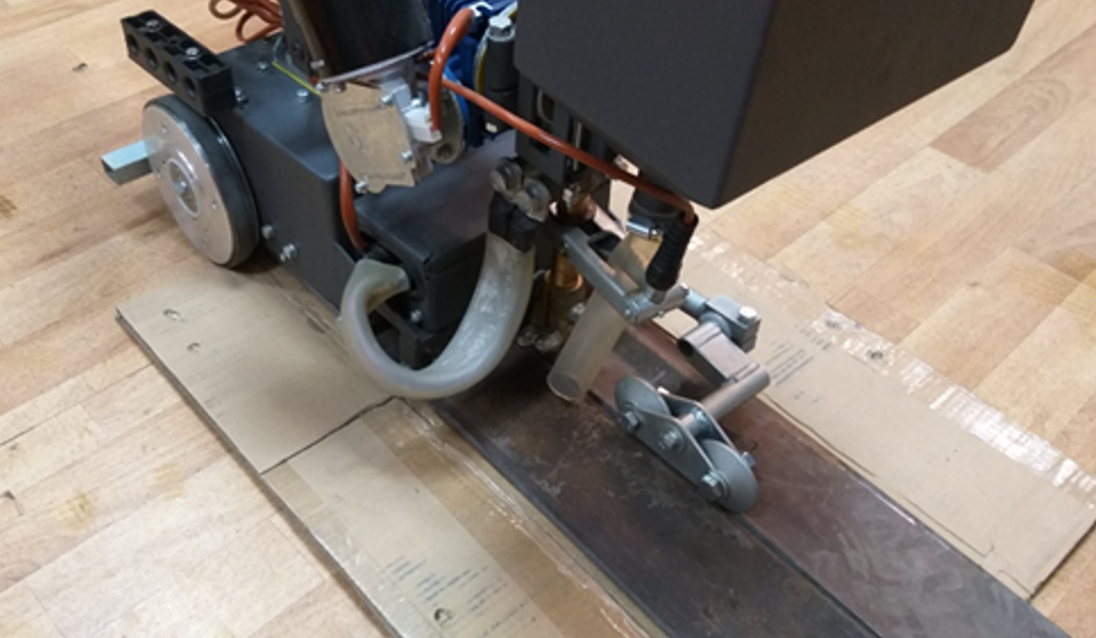 ТСФ-101
ТСФ-101 ТС-16
ТС-16Представленные сварочные трактора с копиром для стыкового соединения и без него перемещающиеся по изделию, позволяя производить сварку как в горизонтальной плоскости прямолинейных стыков, так и кольцевые швы при сварке двух обечаек, при чем как снаружи, так и внутри обечайки.
На фотографии представлен доработанный трактор ТСФ-101, выполняющий сварку кольцевого шва - стыковое соединение донышко-обечайка.

При сварке стыкового соединения для перемещения трактора возможно использовать направляющие рельсы. На фотографии ниже представлен трактор ТСФ-101, перемещающийся по направляющим рельсам. У тракторов ТС-16, ТСФ-101 передние и задние колёса с одной стороны имеют паз, который служит для фиксации трактора на выступающей части направляющего рельса.


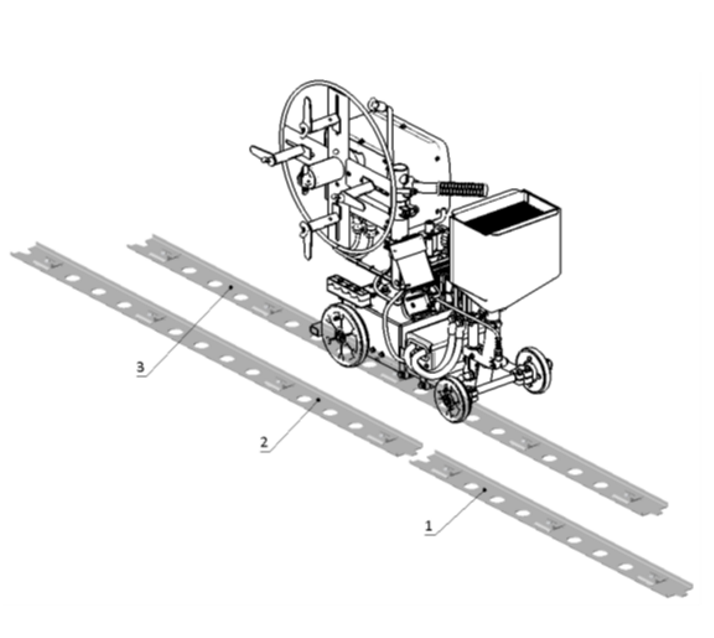
Составные направляющие для ТСФ-101
Также в качестве направляющих может служить конструкция, изготовленная самостоятельно из уголков подходящего размера. На фотографии изображен сварочный трактор АДФ-1000, установленный на такие направляющие для сварки стыкового соединения вне колеи трактора.
Для сварки стыковых соединений в номенклатуре моделей сварочных тракторов, изготавливаемых Группой «ИТС», присутствуют следующие модели:
- сварка под флюсом: АДФ-1000, АДФ-1000 TWIN, ТСФ-101, ТС-16, АДФ-630, МО-19, АДФ-2500 ТАНДЕМ и модификации данных тракторов;
- сварка в защитном газе: АДГ-1000, АДГ-630, АДФГ-305, АДФГ-315.
Сварка стыкового соединения с применением тракторов АДФ-1000, АДФ-630, ТСФ-101, их модификаций и других тракторов подобной конструкции может производиться и вне колеи трактора. На фотографиях ниже представлен трактор, оснащённый блоком управления БУ-20, выполняющий сварку стыкового соединения вне колеи трактора на флюсовой подушке.


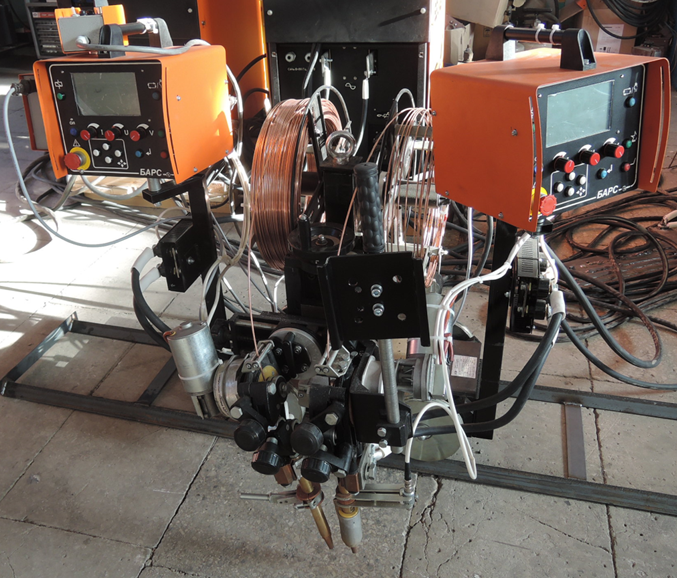
На иллюстрации представлен двухдуговой сварочный трактор АДФ-2500 Тандем, способный производить сварку под флюсом двумя электродными проволоками. При этом питание ведущей дуги осуществляется постоянным током обратной полярности (используется выпрямитель, например, ВДУ-1250), а ведомой дуги переменным током (используется источник ТДФЖ-1250).
Трактор перемещается по направляющим и производит сварку вне колеи.
Экспериментальным путём установлено, что при двух электродной сварке скорости возросли в 2-3 раза, а при трёхэлектродной — в 4-5 раз в сравнении с одноэлектродной сваркой. Использование процесса трёхэлектродной и многоэлектродной сварки применимо на сварочных автоматах и комплексах соответствующей конструкции.
Также, задаваясь вопросом о том, какой сварочный аппарат купить, важно учитывать такие характеристики, как допустимый диаметр электродов, КПД, рабочее напряжение, класс изоляции.
Сварка «в лодочку» при симметричном или несимметричном расположении электрода
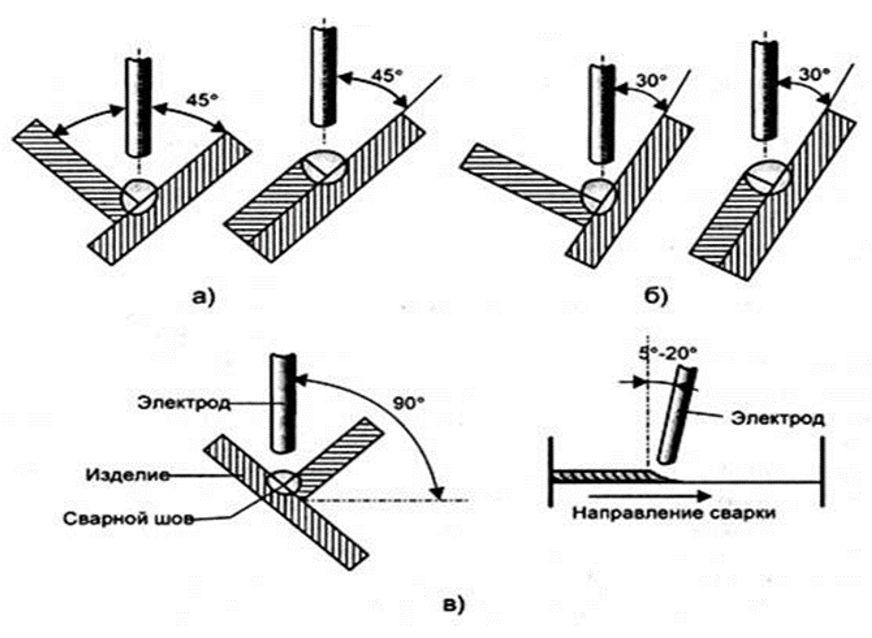
В таком положении производят сварку угловых, тавровых и иногда нахлёсточных соединений. Это положение, при котором электрод расположен под углом 45 градусов к поверхности, образующей угол.
Применение тракторов для сварки в таком положении широко распространено на предприятиях, изготавливающих несущие металлоконструкции, например, при выполнении поясных швов балок, ферм и т.д. Положение сварки «в лодочку» позволяет добиться повышенной производительности, большего катета шва, снижения дефектов шва при выполнении сварного соединения. В этом положении сварку выполняют как одно-, так и многопроходными швами.
Для сварки в лодочку широко используются трактора ТС-16, ТСФ-101, а также возможно применение трактора АДФ-1000 с дополнительной оснасткой.
Пример установки трактора ТС-16 и ТСФ-101 в положение «в лодочку» представлен на фотографиях ниже:



Для размещения трактора АДФ-1000 в положении для сварки «в лодочку» потребуется дополнительно устанавливать наклонный кронштейн, который предлагается в качестве опции для данного трактора.
Сварка угловых, тавровых соединений
Это угловой сварочный шов вне колеи трактора двумя наклонными электродами.
 Трактор 2ТС-16 400х450Б позволяет производить одновременно сварку двух угловых соединений, находящихся рядом
Трактор 2ТС-16 400х450Б позволяет производить одновременно сварку двух угловых соединений, находящихся рядом Трактор 2ТС-16-1 позволяет производить сварку таврового соединения двумя наклонными электродами, например, для приварки к ортотропным плитам рёбер жёсткости типа полосы
Трактор 2ТС-16-1 позволяет производить сварку таврового соединения двумя наклонными электродами, например, для приварки к ортотропным плитам рёбер жёсткости типа полосы Трактор АДФ-1000 также позволяет проводить сварку углового соединения наклонным электродом
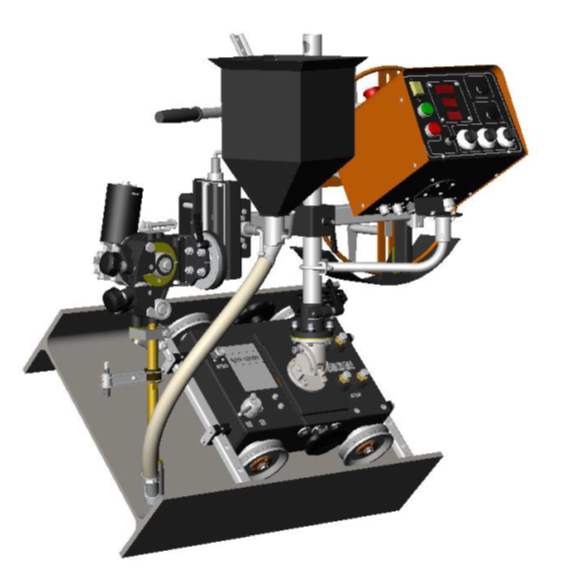
Трактор АДФ-1000 также позволяет проводить сварку углового соединения наклонным электродом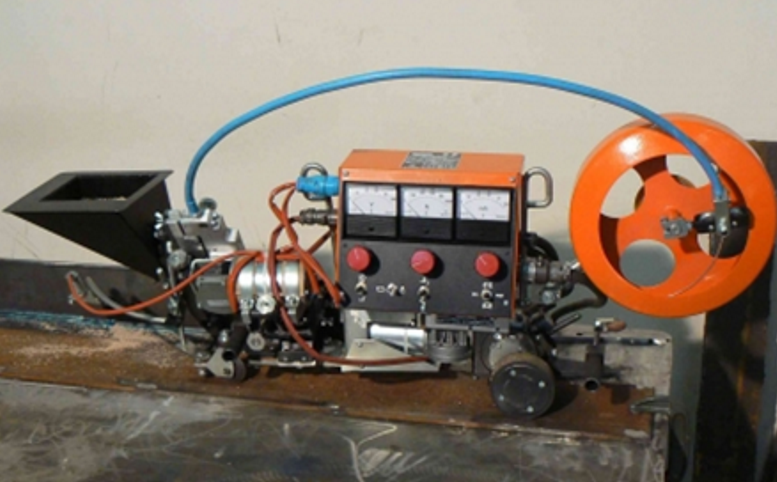 Трактор АСУ-5 группа «ИТС» изготавливает трактора и под более узкие задачи. Например, трактор АСУ-5 производит сварку плавящимся электродом угловых швов под флюсом прямолинейных, криволинейных и кольцевых рёбер жёсткости высотой более 170 мм.
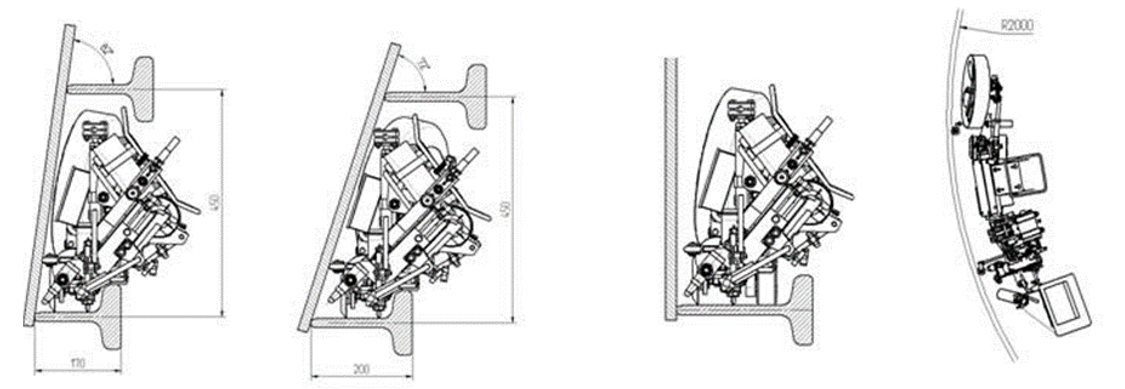
Трактор АСУ-5 группа «ИТС» изготавливает трактора и под более узкие задачи. Например, трактор АСУ-5 производит сварку плавящимся электродом угловых швов под флюсом прямолинейных, криволинейных и кольцевых рёбер жёсткости высотой более 170 мм.Ниже на иллюстрации схематично показаны положения, в которых производит сварку трактор АСУ-5:
На примерах моделей сварочных тракторов, изготавливаемых Группой «ИТС» мы рассмотрели основные положения и способы сварки различных соединений. Было установлено, что сварочный трактор выбирают, учитывая конструкционные особенности изделий и соединений, процесс изготовления которых может быть автоматизирован с его помощью.
Выбор способа сварки осуществляется на основе использования тех или иных материалов, требований документации на выполнение сварного соединения, а также основывается на опыте персонала предприятия, особенностях конструкции, требуемой производительности и степени влияния на возникновение деформации и напряжений после выполнения сварного шва.
Определившись с конструкцией сварочного трактора и способом сварки, выполняется расчёт и подбор оптимальных режимов сварки. Учитывая технологические режимы и применяемые сварочные материалы, может потребоваться изменение параметров серийно выпускаемых сварочных тракторов. Например, может возникнуть необходимость замены редуктора привода подачи проволоки (привода перемещения трактора) с одним передаточным числом, устанавливаемым на серийную модель трактора, на другой редуктор, чтобы обеспечить необходимый диапазон скорости подачи проволоки (скорости сварки). Так у привода подачи проволоки трактора (автомата) АДФ-1000 имеется возможность установки трёх вариантов редуктора с разными передаточными числами, что позволяет перекрыть практически любой технологический режим при использовании сварочной проволоки разных диаметров.
Сварочные трактора для сварки и наплавки под слоем флюса и в среде защитного газа работают в комплекте с источниками питания (выпрямителями сварочными): ВДУ-1250, ВДУ-1202, ВДУ-1000 и др., которые также изготавливаются группой предприятий «ИТС».
Следующие этапы автоматизации сварочного производства – это применение серийных сварочных автоматов и подвесных головок с исполнительными и вспомогательными механизмами, а затем проектирование и изготовление автоматизированных сварочных комплексов.
Подобрать оборудование для автоматизации и механизации сварочных процессов вы можете самостоятельно на сайте компании «ИТС-Урал». Получить консультацию по подбору сварочного оборудования вы можете по телефону в Екатеринбурге +7 (343) 222-1-999..











