Пожалуйста, проверьте Вашу почту.
РКМ-812, Регулятор контактной сварки









Код товара: 303739
Описание товара
Микропроцессорный регулятор контактной сварки РКМ-812 предназначен для управления циклом сварки, контроля и стабилизации значения сварочного тока, машин контактной сварки переменного тока. Регулятор РКМ-812 заменяет приборы следующих серий: РВИ-801, РКС-801, РКС-901 (для точечных машин с переменным усилием); РКС-601, РВИ-703 (для точечных машин). Код товара: 303739.
Самовывоз
при любой сумме заказа
Доставка курьерской службой «ИТС-Урал»
Доставка по г. Екатеринбург + 30 км (cтоимость рассчитывается менеджером). Бесплатная доставка при покупке от 20000 руб. в течение 3-х рабочих дней
Доставка транспортной компанией
при любой сумме заказа при 100% предоплате (Доставка до транспортной компании в Екатеринбурге — бесплатно)
20 лет на рынке
Собственное
производство
производство
Адекватная
стоимость
стоимость
Свой сервисный
центр
центр
Более 3000 наименований
аппаратов и аксессуаров
аппаратов и аксессуаров
Технические характеристики
| Характеристика | Значение | ||
|---|---|---|---|
| Напряжение питания, В | 380 | ||
| Частота, Гц | 50 | ||
| Вид электрической сети | однофазная | ||
| Потребляемая мощность, ВА | 100 | ||
| Количество регулируемых выдержек сварочного цикла | 8 | ||
| Общее количество импульсов сварочного тока | 1~198 | ||
| Количество импульсов сварочного тока с нагревом 1 или 2 | 0~99 | ||
| Амплитуда выходного напряжения на сопротивлении 6 Ом ±5%, В | 15~25 | ||
| Длительность импульса на уровне 15В, мкс | 100~300 | ||
| Пределы регулирования выдержек времени сварочного цикла | 0~99; 0~198 | ||
| Пределы регулирования действующего значения сварочного тока (параметрическая стабилизация), % | 30~100 | ||
| Длительность нарастания переднего фронта импульса сварочного тока (модуляция) | 0~99; 0~198 | ||
Действует гарантия производителя!
Продукция изготавливается по самым современным технологиям, поэтому вы можете быть уверены в ее надежности и высоких потребительских характеристиках. В любой непонятной ситуации вы можете обратиться в авторизованный сервисный центр. Товар изготовлен с соблюдением всех требований государственных стандартов.
Как стать корпоративным клиентом:
- Быть юридическим лицом или индивидуальным предпринимателем
- Заключить договор поставки
- Закупать сварочное оборудование и материалы в «ИТС-Урал»
Не нашли нужный товар? Свяжитесь с нами - мы привезем оборудование под заказ или предложим альтернативное решение.
Оставить заявкуПодробное описание товара
Микропроцессорный регулятор контактной сварки РКМ-812 предназначен для управления циклом сварки, контроля и стабилизации значения сварочного тока, машин контактной сварки переменного тока.
Регулятор РКМ-812 заменяет приборы следующих серий:
- РВИ-801, РКС-801, РКС-901 – для точечных машин с переменным усилием;
- РКС-601, РВИ-703 – для точечных машин.
Регуляторы РКМ-812 предназначены для работы в закрытых помещениях на высоте до 1000 м над уровнем моря. Окружающая среда – не взрывоопасная, не содержащая токопроводящей пыли, агрессивных газов и паров в концентрациях, разрушающих металлы и изоляцию.
Регуляторы РКМ-812 изготавливаются для питания от однофазной сети 380 Вольт 50 Гц, обеспечивают управление силовой коммутирующей аппаратурой – тиристорным контактором, двумя электропневматическими клапанами.
РКМ-812 обеспечивают следующие режимы работы по току:
- от 1 до 198 пульсаций (импульсов) сварочного тока в течение одного цикла сварки. Часть импульсов может быть задана с нагревом 1, часть с нагревом 2. Далее пульсации тока с нагревом 1 именуются «Ток 1», а пульсации тока с нагревом 2 – «Ток 2»;
- регулировка длительности импульсов и пауз между импульсами 1 и 2 – раздельная;
- плавное нарастание переднего фронта тока (модуляцию);
- дискретный отсчет позиций сварочного цикла в периодах сетевого напряжения;
- измерение и индикацию текущего значения напряжения питающей сети (используется при калибровке регулятора).
РКМ-812 обеспечивает следующие режимы работы по усилию между электродами:
- с постоянным (сварочным) усилием;
- с постоянным (сварочным) усилием с приложением повышенного (ковочного) усилия в позиции «СЖАТИЕ» и снятием его после окончания позиции «ПРОКОВКА»;
- с предварительным обжатием (с приложением повышенного усилия с началом позиции «СЖАТИЕ» и снятием его после ее окончания);
- с ковкой (с приложением повышенного усилия с началом позиции «ПРОКОВКА» и снятием его после ее окончания).
Регуляторы контактной сварки РКМ-812 в точечном режиме обеспечивают работу машин одиночными циклами и в автоматическом режиме (пока замкнута цепь запуска), при этом выдержка времени «Предварительное сжатие» из последующих циклов исключается.
Комплект поставки регулятора контактной сварки: регулятор РКМ-812 (1 шт.), комплект эксплуатационной документации (1 шт.), памятка для оператора (1 шт.).
Устройство и принцип работы регулятора РКМ-812
Регулятор состоит из следующих электронных блоков:
- блок микропроцессора и индикации;
- блок питания и гальванической развязки.
Блоки выполнены на печатных платах, установленных внутри корпуса.
Блок микропроцессора выполнен на микроконтроллере фирмы ATMEL ATmega128A-AU. Линии ввода-вывода контроллера через гальваническую развязку и усилительные транзисторы связаны с органами управления, датчиками сварочной машины, исполнительными устройствами и входом управления тиристорного контактора.
Оператор общается с регулятором посредством цифровых индикаторов, светодиодов, отображающих состояние прибора, и клавиатуры, расположенных на лицевой панели регулятора.
Работой регулятора управляет программа, хранящаяся в энергонезависимой памяти контроллера.
Внешний вид пульта регулятора контактной сварки РКМ-812

Программное обеспечение регулятора РКМ-812 поддерживает две функции: диалог с оператором (пользователем) и управление сварочной машиной. Диалог с пользователем осуществляется посредством цифровых индикаторов (светодиодов), отображающих состояние прибора, и клавиатуры, представляющих внешний пульт регулятора. В состав пульта входит:
- 10 семисегментных цифровых индикаторов, сгруппированных по 2 таким образом, что на лицевой панели отображаются 5 двухзначных значений;
- клавиатура (6 клавиш);
- лампы индикации (17 светодиодов).
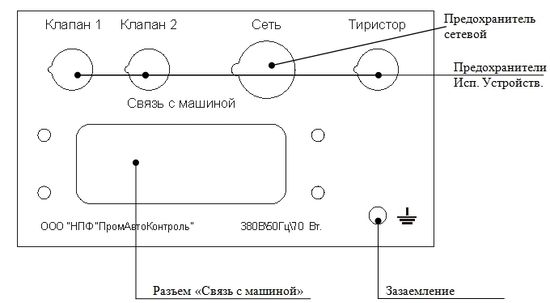
Задняя панель регулятора РКМ-812
Список параметров, задаваемых пользователем (параметры перечислены в порядке, в котором они задаются):
| Параметры регулятора |
| РЕЖИМ СВАРКИ TXT |
| ПРЕД. СЖАТИЕ (время) XXX |
| СЖАТИЕ (время) XXX |
| ИМПУЛЬС 1 (кол) XXX |
| ИМПУЛЬС 1 (время) XXX |
| ИНТЕРВАЛ 1 (время) XXX |
| ИМПУЛЬС 2 (количество)XXX |
| ИМПУЛЬС 2 (время) XXX |
| ИНТЕРВАЛ 2 (время) XXX |
| ПРОКОВКА (время) XXX |
| ПАУЗА (время) XXX |
| МОДУЛЯЦИЯ (время) XXX |
| НАГРЕВ 1 XXX |
| НАГРЕВ 2 XXX |
XXX – параметр числовое значение (параметр может принимать значения от 00 до 99, если не указаны дополнительные ограничения),
TXT – выбираемый параметр (параметр может принимать значение из списка, заранее заложенного в памяти регулятора); выбор осуществляется с помощью клавиш «ЗНАК МИНУС» и «ЗНАК ПЛЮС».
В скобках указано, в какой позиции на пульте регулятора происходит редактирование параметра.
Назначение параметров регулятора
Регулятор имеет следующие изменяемые параметры:
- «Множитель» - задает значение множителя для длительности всех позиций. Параметр управляется клавишей «x2».
- «Предварительное сжатие» - задает длительность предварительного сжатия в периодах сетевого напряжения.
- «Сжатие» - задает длительность позиции «Сжатие» в периодах сетевого напряжения.
- «Импульс 1» - задает длительность и количество импульсов сварочного тока с нагревом 1. Длительность задается в периодах сетевого напряжения.
- «Интервал 1» - задает длительность позиции «Интервал 1» в периодах сетевого напряжения.
- «Импульс 2» - задает длительность и количество импульсов сварочного тока с нагревом 2. Длительность задается в периодах сетевого напряжения.
- «Интервал 2» - задает длительность позиции «Интервал 2» в периодах сетевого напряжения.
- «Проковка» - задает длительность позиции «Проковка» в периодах сетевого напряжения.
- «Пауза» - задает длительность позиции «Пауза» в периодах сетевого напряжения.
- «Режим сварки» - задает режим сварки.
- «Модуляция» - задает длительность нарастания переднего фронта первого импульса тока.
- «Нагрев 1» - задает амплитуду импульсов сварочного тока 1. Амплитуда задается в процентах от полнофазного включения при напряжении сети, установленного в качестве минимально допустимого напряжения сети.
- «Нагрев 2» - задает амплитуду импульсов сварочного тока 2. Амплитуда задается в процентах от полнофазного включения при напряжении сети, установленного в качестве минимально допустимого напряжения сети.
Техническое обслуживание РКМ-812
Регулятор имеет один аналоговый вход – канал измерения напряжения. Для удобства оператора калибровка выполняется непосредственно с пульта регулятора и не требует отключения регулятора и его разбора. Калибровка может понадобиться в случае сбоя регулятора и при его первом использовании. Регуляторы поставляются с предварительно установленным, но не точно откалиброванным каналом измерения напряжения. Таким образом, для достижения большей точности измерения настройка регулятора должна производиться после его установки в сварочную машину в процессе её наладки.
Правила хранения РКМ-812Регулятор РКМ-812 должен храниться в закрытом вентилируемом помещении. Группа условий хранения I (Л) ГОСТ 15150-69. Регулятор контактной сварки может транспортироваться всеми видами транспорта. При транспортировке должны соблюдаться требования, указанные в маркировке упаковки: «Верх», «Не кантовать», «Осторожно хрупкое!».
Loading...
Аналоги к данному товару можно посмотреть и потрогать в специализированных сварочных магазинах
Если и после этого останутся вопросы, вы можете попробовать оборудование в работе на производственном участке «ИТС-Урал» (услуга предоставляется на товар, который есть в наличии на складе в Екатеринбурге).
Подробности об услуге Тест-драйв оборудования по телефону
+7 (343) 222-1-999.
Собственное производство
ООО «ИТС-Урал» входит в группу заводов сварочного оборудования «ИТС». АО «Научно-производственная фирма «ИТС» — ведущий российский производитель и поставщик сварочного оборудования и расходных материалов. Эта крупная специализированная Финансово-промышленная группа объединяет разработчиков, промышленные предприятия и центры по продаже и сервисному обслуживанию сварочного оборудования.
Компания «ИТС» была основана в 1991 году и сегодня представляет собой крупную промышленно-финансовую группу, в состав которой входят АО «Электромашиностроительный завод «ФИРМА СЭЛМА» (г. Симферополь), АО "ЭЛЕКТРОСВАРКА" (АО "ЭСВА") (г. Калининград).
Фундаментальное направление деятельности ООО «ИТС-Урал» — это комплексное решение задач для обеспечения сварочного производства в Уральском федеральном округе. Головной офис, розничные магазины, производство и склад компании базируются в Екатеринбурге.
Собственный сервисный центр
Официальный сервисный центр компании «ИТС-Урал» расположен на территории производственно-складского комплекса компании. Обслуживает и ремонтирует оборудование для сварки, резки и наплавки заводов СЭЛМА и ЭСВА, торговых марок BIMArc, Сварог, Ресанта, Кедр, Aurora и пр.
Современное оборудование, позволяющее проводить все виды работ в соответствии с регламентом завода-изготовителя
Высокая квалификация и большой опыт работы сервисных инженеров
Диагностика и ремонт сварочного оборудования оперативно и с гарантией на выполненные работы
Первичный осмотр оборудования в сервисном центре – БЕСПЛАТНО!
Удобное месторасположение
Адекватная стоимость
Отзывы
Чтобы оставить отзыв, пожалуйста, авторизуйтесь на сайте.
Спасибо за ваш отзыв!
Перед публикацией мы проверяем отзывы. Обычно это занимает от 1 до 24 часов. Это помогает нам избежать спама и неуважительного обращения. Мы никогда не блокируем правдивые отзывы о товаре.
Спасибо за понимание!
Перед публикацией мы проверяем отзывы. Обычно это занимает от 1 до 24 часов. Это помогает нам избежать спама и неуважительного обращения. Мы никогда не блокируем правдивые отзывы о товаре.
Спасибо за понимание!
