BIMARC DP-500, Полуавтомат сварочный инверторный с синергетикой и двойным пульсом (Double Pulse)












Товар доступен под заказ.
Наш менеджер свяжется с вами после оформления заказа.
Банковской картой на сайте
При любой сумме заказа при 100% предоплате (Доставка до транспортной компании в Екатеринбурге — бесплатно)
Оплата на р\с
При любой сумме заказа при 100% предоплате (Доставка до транспортной компании в Екатеринбурге — бесплатно)
Доставка курьерской службой «ИТС-Урал»
Доставка по г. Екатеринбург + 30 км (cтоимость рассчитывается менеджером). Бесплатная доставка при покупке от 20000 руб. в течение 3-х рабочих дней
Доставка транспортной компанией
При любой сумме заказа при 100% предоплате (Доставка до транспортной компании в Екатеринбурге — бесплатно)
Продукция изготавливается по самым современным технологиям, поэтому вы можете быть уверены в ее надежности и высоких потребительских характеристиках. В любой непонятной ситуации вы можете обратиться в авторизованный сервисный центр. Товар изготовлен с соблюдением всех требований государственных стандартов.
Сварочный инверторный полуавтомат BIMARC DP-500 предназначен для дуговой сварки плавящимся электродом на постоянном токе в среде защитных газов изделий из углеродистых и высоколегированных сталей, алюминия с жидкостным охлаждением горелки. Управление полуавтоматом осуществляется с помощью органов управления, расположенных на лицевой панели источника, лицевой панели механизма подачи и кнопки на горелке. Сварочный полуавтомат имеет жесткую вольт-амперную характеристику. Механизм подачи полуавтомата имеет независимое плавное регулирование скорости подачи электродной проволоки и плавное регулирование напряжения на дуге. Гарантия на сварочные инверторы DP-500 - 3 года! Купить сварочный полуавтомат с двойным пульсом и синергетикой DP-500 вы можете на сайте компании "ИТС-Урал", добавив товар в корзину, позвонив по телефону (343) 222-1-999 или отправив запрос на почту website@ets-ural.ru. Аппарат можно приобрести с сертификатом НАКС за дополнительную плату.
ПодробнееПроизводитель

Технические характеристики
Подробное описание товара
Перед прочтением подробного описания рекомендуем посмотреть видео-обзоры DP-500:
BIMARC DP-500 – это профессиональный трехфазный инверторный сварочный аппарат с отдельным механизмом подачи проволоки для MIG/MAG, импульсной, двухимпульсной сварки и сварки короткой дугой / сварки в струйном режиме различных материалов, таких как конструкционная сталь, нержавеющая сталь и алюминий. Высококачественный процесс сварки обеспечивает бесперебойную работу даже в тяжелых условиях.
Вид климатического исполнения полуавтомата УХЛ 3.1. Полуавтомат предназначен для работы в закрытых помещениях. Группа условий эксплуатации по механическим воздействиям – М1 по ГОСТ 17516.1-90.
Простое и интуитивно понятное управление с возможностью сохранения режимов сварки в памяти аппарата подойдет для сварщиков на любом уровне подготовки. Предусмотрено 100 ячеек памяти.
Сферы применения:
| Свариваемые материалы:
| Специальные процессы сварки:
| Синергетические настройки режимов сварки по данным:
|
HIGH SPEED PULSE
 Высокоскоростная сварка - это особый импульсный процесс, при разработке которого главной целью была оптимизация физических и металлургических свойств сварного шва.
Высокоскоростная сварка - это особый импульсный процесс, при разработке которого главной целью была оптимизация физических и металлургических свойств сварного шва.POWER ROOT
 Power Root - это функция, разработанная для облегчения выполнения корневого прохода. Power Root также идеально подходит для соединения листов с очень неровной подготовкой металла.
Power Root - это функция, разработанная для облегчения выполнения корневого прохода. Power Root также идеально подходит для соединения листов с очень неровной подготовкой металла.V Отличная управляемость процесса сварки
V «Холодный» капельный перенос
V Идеальное соединение тончайших металлических листов
V Идеально подходит для перекрытия широких зазоров
POWER FOCUS
 Power FOCUS - это функция, которая обеспечивает глубокое проплавление, длинный вылет проволоки.
Power FOCUS - это функция, которая обеспечивает глубокое проплавление, длинный вылет проволоки.- Стабильный процесс на высоких токах без образования дефектов.
- Более высокая скорость сварки.
- Повышенная стабильность дуги даже при большом вылете проволоки.
- Повышенная эффективность при проектировании швов.
- Уменьшение угла скоса кромок при разделке.
- Уменьшение заполняемого объема.
Сварочные аппараты BIMARC DP-500 аттестованы АЦ НАКС |
|
| Сварочный источник | 1 шт. |
| Выносной четырёхроликовый механизм подачи проволоки WF-500DP | 1 шт. |
| ЗИП для горелки | 1 комплект |
| Блок водяного охлаждения горелки | 1 шт. |
| Горелка для полуавтоматической сварки, с водяным охлаждением и евроразъемом, длиной 5 метров | 1 шт. |
| Тележка: большая платформа с ложементом и ремнями для фиксации газового баллона | 1 шт. |
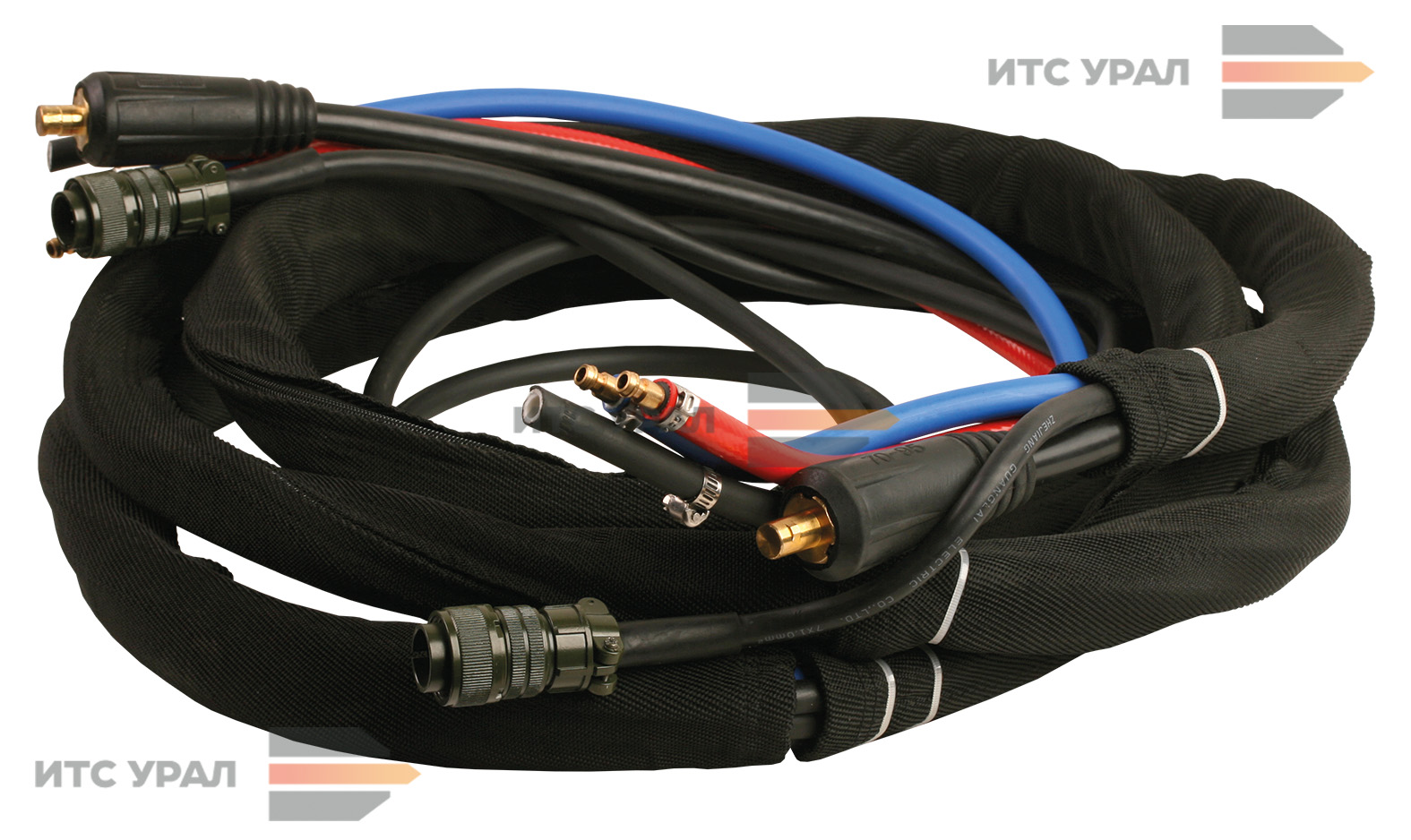
| Кабель-пакет в съёмном чехле (на основе кабеля сечение 70мм²) длиной 5 метров | 1 шт. |
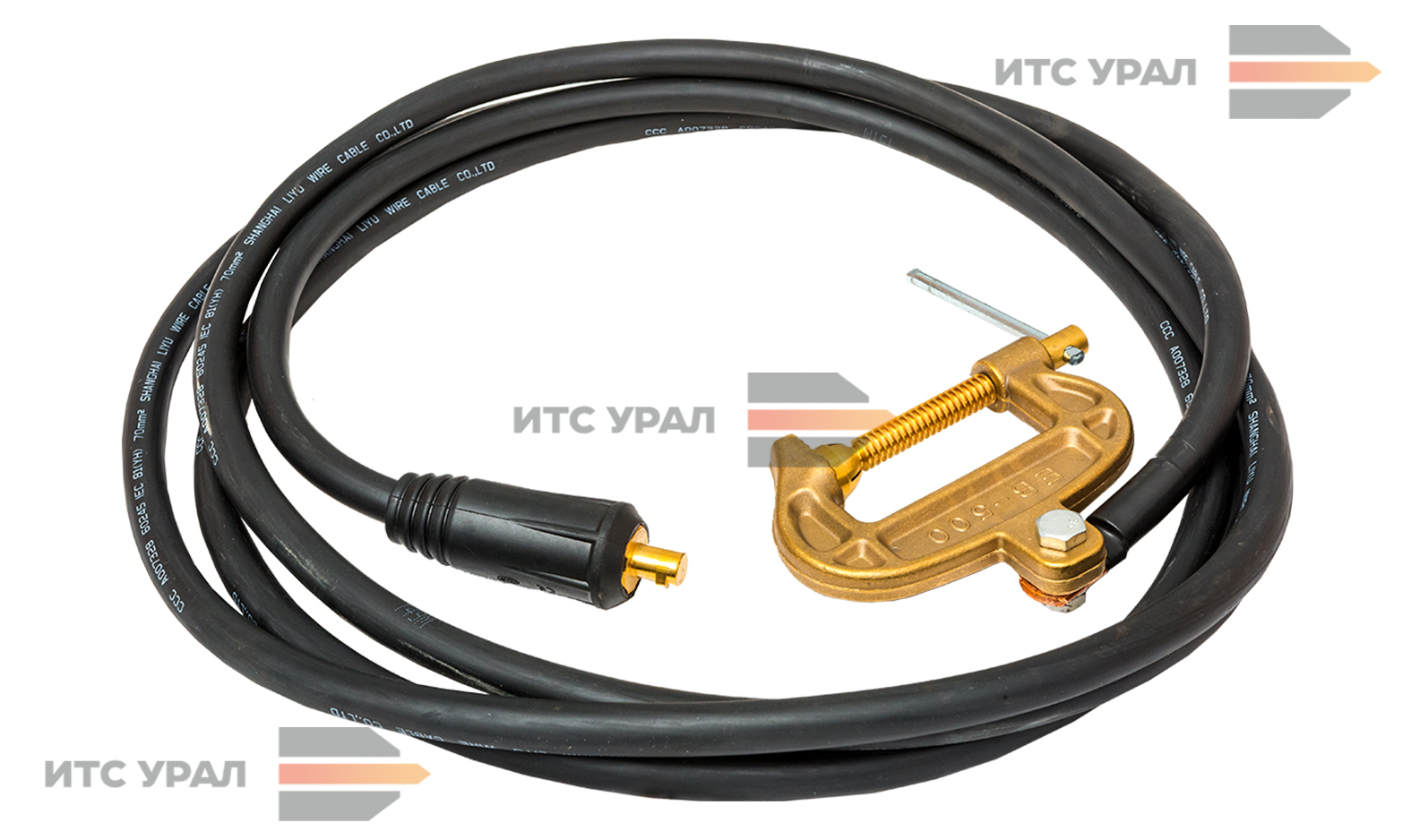
| Обратный медный кабель сечением 70мм² длиной 5 метров со струбциной на 500А | 1 шт. |
| Сетевой кабель длиной 3 метра | 1 шт. |
Руководство по эксплуатации, паспорт, необходимые документы по сертификации | 1 комплект |

- Источник постоянного тока имеет жёсткую характеристику. Элементная база произведена на основе современной технологии, благодаря использованию мощных высокочастотных полупроводников и применению принципа широтно-импульсной модуляции. Переменное напряжение сети 380В через выключатель питания поступает на вход диодного моста (1), на нём выпрямляется, далее на батарее ёмкостей доводится до 540В постоянного тока. Следующим этапом происходит преобразование этого напряжения в прямоугольные импульсы частотой 20кГц на IGBT-модуле (2). Соотношение импульс-пауза и формирование управляющих импульсов транзисторов выбирается генератором (3) с учётом обратной связи по току и положения ручек регулятора «ток», ручки «напряжение», на панели управления (4). Полученное «переменное» напряжение подаётся на импульсные понижающие трансформаторы (5), а далее выпрямляется на вентильной сборке, набранной высокочастотными диодами (6). Последовательно к одному из выходов сборки выпрямительной подключен дроссель. Второй вывод дросселя и один из выводов моста выпрямительного подключены к гнёздам панельным (7). В одно из гнёзд панельных включается провод прямой подключения механизма подачи. Во второе гнездо — провод обратный с зажимом или струбциной (9). Описанная конструкция позволяет уменьшить вес за счёт исключения мощного понизительного трансформатора и максимального снижения потерь в оборудовании.
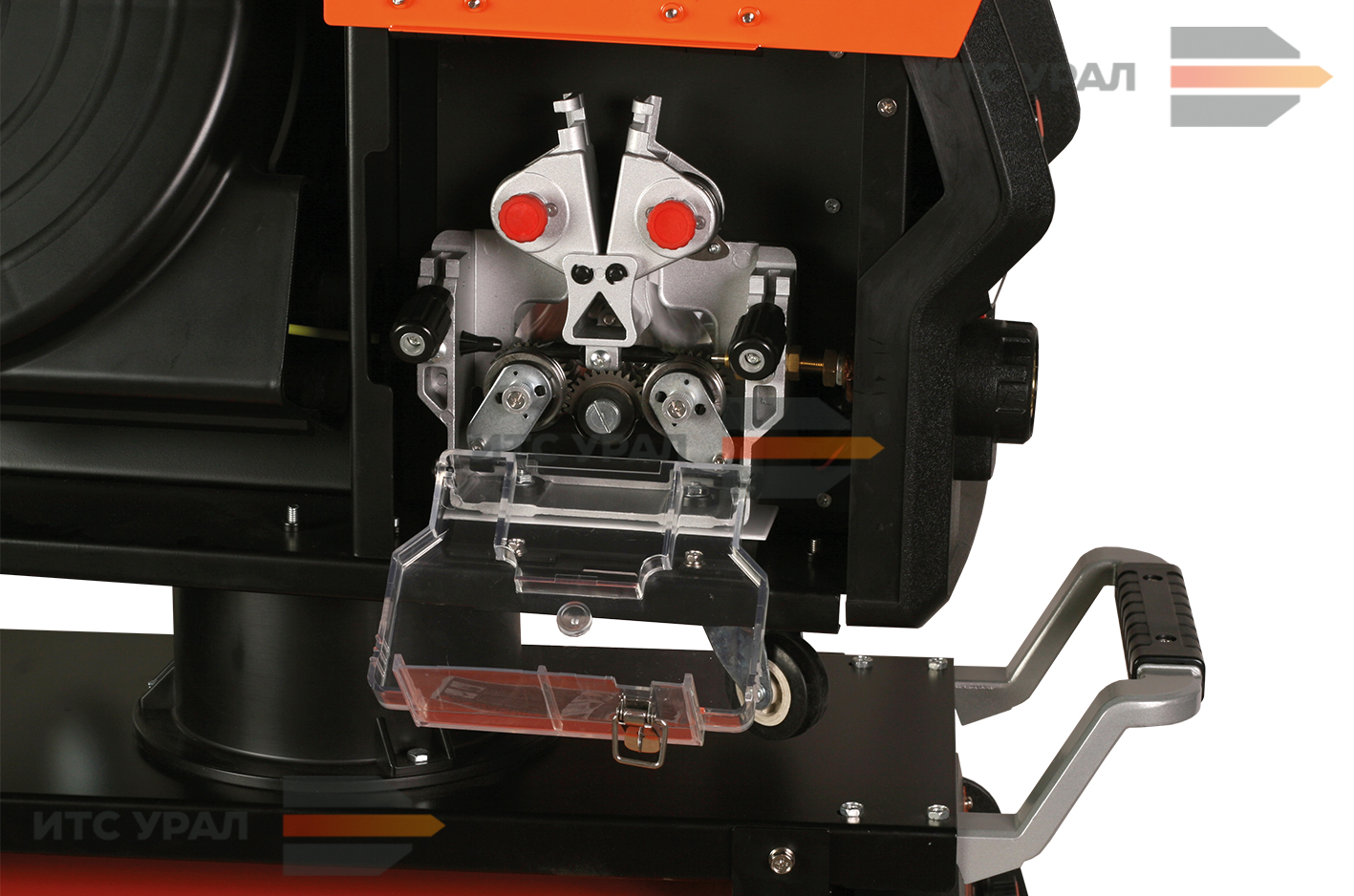
- Протяжку сварочной проволоки осуществляет механизм подачи (10). Механизм подачи состоит из мотор-редуктора, роликов подающего и прижимного. Подающий ролик установлен на выходной вал мотор-редуктора, прижимной установлен на «коромысле» и подпирает сварочную проволоку. Усилие прижима меняется в зависимости от сжатия пружины. Механизм подачи разматывает катушку со сварочной проволокой и подаёт её в горелку (8). Горелка сварочная на механизме подачи подключена к евроразъёму (11). Подача сварочного напряжения на горелку происходит через силовые элементы механизма подачи. Напряжение, подаваемое на горелку, приходит с полуавтомата через силовой кабель, подключенный к силовому разъёму полуавтомата (7). Изменение скорости подачи проволоки производится регуляторами, расположенными на панели управления механизма подачи.
- Охлаждение силовой части осуществляется вентилятором, прогоняющим воздух через корпус аппарата. Направление движение воздуха — от задней к лицевой стенке источника питания.
- Силовая часть полуавтомата имеет защиту от перегрева.
| Общая схема подключения полуавтомата BIMARC DP-500 | |
 |
|

| Лицевая и тыльная панели полуавтомата BIMARC DP-500 | |
 | |
Лицевая панель источника 1. Панель управления. 2. Разъём для подключения обратного кабеля с массовым зажимом. 3. Автоматический выключатель. 4. Сальниковый ввод сетевого кабеля. | Тыльная панель источника 5. Разъём для подключения прямого кабеля. 6. Разъём для подключения подогревателя газа на 36В. 7. Предохранитель. 8. Разъём для подключения блока жидкостного (водяного) охлаждения. 9. Разъём для подключения кабеля управления |
| Внешний вид механизма подачи проволоки WF-500dp | |
| |

| Лицевая и тыльная панели механизма подачи проволоки WF-500dp | |
 | 1. Ручка регулировки тока. 2. Ручка регулировки напряжения. 4. Разъём подключения горелки европейского типа (ЕВРО разъем). 5. Разъём для воды сварочной горелки (подключается к синему шлангу горелки с водяным охлаждением). 6. Разъём возврата воды сварочной горелки (подключен к красному шлангу горелки с водяным охлаждением). 7. Штуцер подключения газового шланга (подключен к регулятору газа). 8. Гнездо управления механизмом подачи проволоки (установите связь с источником питания через кабель управления механизмом подачи проволоки). 9. Разъём подачи воды в механизм подачи проволоки (подключается к синему разъёму водопровода водоохладителя). 10. Гнездо сварочного кабеля (подключается к выходному разъёму (+) сварочным кабелем механизма подачи проволоки). 11. Разъём возврата воды механизма подачи проволоки (подключается к красному соединителю водопровода водоохладителя). |

- Табло индикации 1 (отображает силу тока в Амперах, скорость подачи проволоки в м/мин, толщину металла, частоту двойного пульса).
- Табло индикации 2 (отображает напряжение в Вольтах, длину дуги, индуктивность, JOB (программа)).
- Ручка настройки 1. В режиме цифровой настройки используйте эту ручку для настройки параметров соответствующего цифрового дисплея трубки D1.
- Ручка настройки 2. В режиме цифровой настройки используйте эту ручку для настройки параметров соответствующего цифрового дисплея трубки D2.
- Кнопка выбора параметра 1 Дополнительные параметры для работы: сварочный ток; скорость подачи проволоки; толщина металла; двойная частота импульсов (только в режиме двойных импульсов).
- Кнопка выбора параметра 2 Элементы дополнительных параметров для работы: сварочное напряжение; коррекция длины дуги; индуктивность / сила дуги; номер задания (только для операций сохранения и вызовов).
- Кнопка выбора диаметра проволоки.
- Кнопка выбора материала проволоки.
- Кнопка выбора газа.
- Кнопка выбора режима сварки: Стандартный режим MIG/MAG (STANDART), Пульс (PULSE), Двойной пульс (D-PULSE), Высокоскоростная сварка (HIGH PULSE), Высокофокусированная концентрированная дуга (POWER FOCUS), Сварка корневого шва, Сварка больших зазоров (POWER ROOT).
- Кнопка выбора режима работы сварочной горелки: 2Т (короткие швы), 4Т (длинные швы), специальный 4T (регулируемое начало и окончание дуги), точечная сварка (SPOT).
- Кнопка ручной подачи проволоки.
- Кнопка тест газа: нажмите кнопку тест газа — начнется подача защитного газа на 30 секунд для продувки газового тракта, нажмите ещё раз — подача воздуха прекратится.
- Кнопка внутренней функции: вход и выход из настроек внутренних функций.
- Кнопка СОХРАНИТЬ.
- Кнопка ЗАГРУЗИТЬ.

- Табло индикации 1 (отображает силу тока в Амперах, скорость подачи проволоки в м/мин, толщину металла, частоту).
- Табло индикации 2 (отображает напряжение в Вольтах, длину дуги, индуктивность, JOB (программа)).
- Регулировочная ручка 1 (регулирует силу тока в Амперах, скорость подачи проволоки в м/мин, толщину металла, частоту).
- Регулировочная ручка 2 (регулирует напряжение в Вольтах, длину дуги, индуктивность, JOB (программа)).
- Кнопка выбора режима отображения на табло индикации 1.
- Кнопка выбора режима отображения на табло индикации 2.
Гарантия на сварочные аппараты BIMARC DP-500 - 3 года!
Loading...
Товар доступен под заказ.
Наш менеджер свяжется с вами после оформления заказа.
Банковской картой на сайте
При любой сумме заказа при 100% предоплате (Доставка до транспортной компании в Екатеринбурге — бесплатно)
Оплата на р\с
При любой сумме заказа при 100% предоплате (Доставка до транспортной компании в Екатеринбурге — бесплатно)
Доставка курьерской службой «ИТС-Урал»
Доставка по г. Екатеринбург + 30 км (cтоимость рассчитывается менеджером). Бесплатная доставка при покупке от 20000 руб. в течение 3-х рабочих дней
Доставка транспортной компанией
При любой сумме заказа при 100% предоплате (Доставка до транспортной компании в Екатеринбурге — бесплатно)
Продукция изготавливается по самым современным технологиям, поэтому вы можете быть уверены в ее надежности и высоких потребительских характеристиках. В любой непонятной ситуации вы можете обратиться в авторизованный сервисный центр. Товар изготовлен с соблюдением всех требований государственных стандартов.





Сопутствующие товары





















Похожие товары












