Строитель МИГ-4000, Инверторный сварочный аппарат с синергетическим управлением (MMA / MIG/MAG / TIG LIFT ARC)








договорная
Товар доступен под заказ.
Наш менеджер свяжется с вами после оформления заказа.
Банковской картой на сайте
При любой сумме заказа при 100% предоплате (Доставка до транспортной компании в Екатеринбурге — бесплатно)
Оплата на р\с
При любой сумме заказа при 100% предоплате (Доставка до транспортной компании в Екатеринбурге — бесплатно)
Доставка курьерской службой «ИТС-Урал»
Доставка по г. Екатеринбург + 30 км (cтоимость рассчитывается менеджером). Бесплатная доставка при покупке от 20000 руб. в течение 3-х рабочих дней
Доставка транспортной компанией
При любой сумме заказа при 100% предоплате (Доставка до транспортной компании в Екатеринбурге — бесплатно)
Продукция изготавливается по самым современным технологиям, поэтому вы можете быть уверены в ее надежности и высоких потребительских характеристиках. В любой непонятной ситуации вы можете обратиться в авторизованный сервисный центр. Товар изготовлен с соблюдением всех требований государственных стандартов.
Выпрямитель для дуговой сварки инверторный СТРОИТЕЛЬ МИГ-4000 предназначен для ручной дуговой сварки (режим РД MMA) (режим РД-Пульс MMA-P), полуавтоматической (механизированной) сварки и наплавки совместно с подающим механизмом порошковой и сплошной электродной проволокой, резки и строжки металла угольными или металлическими электродами. В режиме МП выпрямитель обеспечивает работу по 7 специальным синергетическим алгоритмам. Количество и перечень синергетических алгоритмов, а также комбинации их применения (тип защитного газа, тип и диаметр проволоки, длина сварочных кабелей) можно подобрать под конкретные задачи и получить полностью индивидуальный синергетический источник. Опционально по запросу возможно реализовать аргонодуговую сварку неплавящимся электродом на постоянном токе (режим РАД TIG LIFT ARC) изделий из чугуна, стали и цветных металлов, кроме алюминия. Сварочный аппарат СТРОИТЕЛЬ МИГ-4000 производится на заводе НПФ "ИТС". Компания «ИТС-Урал» является официальным сертифицированным представителем АО Научно-Производственной Фирмы «ИТС» с правом продажи и технического обслуживания сварочного оборудования и материалов, производимых предприятиями Группы Компаний «ИТС» (торговые марки «ЭСВА», «Сэлма», «ИТС»). Узнать цены, варианты комплектаций, сроки и условия поставки сварочного аппарата вы можете, позвонив по телефону (343) 222-1-999 или отправив запрос на почту website@ets-ural.ru с картой вашего предприятия.
ПодробнееПроизводитель

Технические характеристики
Подробное описание товара
- ручной дуговой сварки на постоянном токе покрытыми электродами углеродистых, легированных и коррозионностойких сталей диаметром от 2,0 мм до 5 мм (режим РД MMA);
- ручной дуговой сварки модулированный током покрытыми электродами углеродистых, легированных и коррозионностойких сталей диаметром от 2,0 мм до 5 мм (режим РД-Пульс MMA-P);
- полуавтоматической (механизированной) сварки и наплавки совместно с подающим механизмом порошковой и сплошной электродной проволокой (в том числе стальной, нержавеющей и алюминиевой поволокой) диаметром от 0,8 до 1,6 мм в среде активных и инертных газов (режим МП MIG/MAG, GMAW). В режиме МП в данной версии ПО выпрямитель обеспечивает работу по 7 специальным синергетическим алгоритмам, выбираемым пользователем в зависимости от поставленных задач;
- резки и строжки металла угольными или металлическими электродами;
- Опционально по запросу потребителя возможно реализовать аргонодуговую сварку неплавящимся электродом на постоянном токе (режим РАД TIG LIFT ARC) изделий из чугуна, стали и цветных металлов, кроме алюминия.
- температура окружающей среды от -40°С (233 К) до +40 °С (313 К);
- относительная влажность не более 80% при 15°С (288 К).
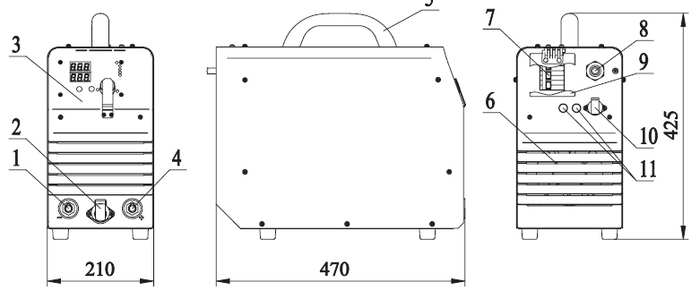
- Силовой разъем «-».
- Разъем дистанционного управления.
- Панель управления.
- Силовой разъем «+».
- Ручка для переноски.
- Вентилятор.
- Автоматический выключатель «Сеть».
- Устройство ввода сетевого кабеля.
- Защитная крышка автоматического выключателя.
- Разъем для подключения подогревателя газа (~36 В, 5 А).
- Предохранители защиты цепей питания подогревателя газа и подающего механизма (8 А).
- панель управления источником;
- светодиодные индикаторы;
- разъем подключения ПДУ;
- силовые разъемы для подключения сварочных кабелей (кабеля с электрододержателем и кабель заземления);
- выпрямитель может комплектоваться защитной пластиной для препятствия механических повреждений ручки энкодера.
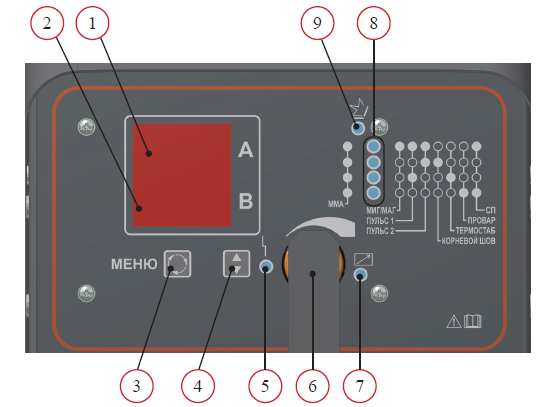
- численное значение устанавливаемого сварочного тока (предустановка);
- численное значение сварочного тока в течение сварочного процесса;
- буквенное обозначения сварочного параметра в режиме установки параметров;
- буквенное обозначение возникающих неисправностей в источнике.
- численное значение сварочного напряжения в режиме холостого хода;
- численное значение сварочного напряжения в течение сварочного процесса;
- численное значение выбранного параметра сварочного процесса в режиме установки;
- буквенное обозначение сварочных режимов в момент выбора.
- сварочный ток – в состоянии готовности к сварке;
- значения сварочных параметров в режиме установки параметров.
1. МИГ/МАГ ПРОСТОЙ [A.SI.]
2. ПУЛЬС 1 [A.P.1] (импульсный режим)
- Сварка в нижнем горизонтальном, потолочном пространственном положении.
- Струйный режим, сварка снизу вверх угловых и тавровых соединений без разделки кромок с катетом не более 8 мм без поперечной осцилляции электродом.
3. ПУЛЬС 2 [A.P.2] (импульсы – пульсирующая дуга)
- Сварка снизу вверх угловых и тавровых соединений без разделки кромок с катетом не более 8 мм без поперечной осцилляции на малой подаче электрода пульсирующей дугой.
- Сварка корня в зазор от 1 до 4 мм с притуплением до 2 мм и без притупления с разделкой кромок.
- Сварка снизу вверх в СО2.
- Сварка труб в открытый зазор от 2,5-5 мм с притуплением от 0 до 2,5 мм.
- Сварка сверху вниз угловых соединений с катетом 2-4 мм с гарантированным сплавлением вершины треугольника.
5. ТЕРМОСТАБИЛИЗАЦИЯ [A.t.E.]
- Сварка ненормативного нахлёсточного соединения в любых пространственных положениях для тонкого металла;
- Сварка всех видов разнотолщинных соединении в любых пространственных положениях;
- Сварка соединений несимметричных по тепловому полю;
- Сварка стыкового ненормативного соединения с зазором более 4 мм;
- Сварка таврового ненормативного соединения.
6. ПРОВАР [A.P.n.] (с модуляцией и с погружением)
Применяется в нижнем пространственном положении. Допускается потолок и горизонт на вертикальной плоскости для слоев, расположенных в глубине разделки.
Применяется для сварки следующих основных типов соединений:
- Тавровое соединение без разделки кромок с толщиной 6 мм со сквозным проваром (только нижнее пространственное положение).
- Тавровое соединение без разделки кромок толщиной 10 мм с гарантированным проваром (только нижнее пространственное положение).
- Тавровое соединение с разделкой кромок, притуплением и уменьшенным углом разделки.
Применяется в нижнем пространственном положении. Допускается потолок и горизонт на вертикальной плоскости для слоев, расположенных в глубине разделки.
Применяется для сварки следующих основных типов соединений:
- V (сварка «в лодочку») с малым углом раскрытия с проплавлением вершины треугольника.
- Вываривание «карманов».
- Стыковое соединение с разделкой кромок (типа С 10, С 5, С15, С17 и другие) горизонтальное на вертикальной плоскости (только нижнее пространственное положение).
- Штучный электрод – ММА ПРОСТОЙ;
- Штучный электрод – импульсный режим – ММА ПУЛЬС.
Компания «ИТС-Урал» является официальным сертифицированным представителем АО Научно-Производственной Фирмы «ИТС» с правом продажи и технического обслуживания сварочного оборудования и материалов, производимых предприятиями Группы Компаний «ИТС» (торговые марки «ЭСВА», «Сэлма», «ИТС»).
Узнать цены, варианты комплектаций, сроки и условия поставки комплектного сварочного полуавтомата СТРОИТЕЛЬ МИГ 4000 вы можете, позвонив по телефону (343) 222-1-999 или отправив запрос на почту website@ets-ural.ru с картой вашего предприятия.
Loading...
договорная
Товар доступен под заказ.
Наш менеджер свяжется с вами после оформления заказа.
Банковской картой на сайте
При любой сумме заказа при 100% предоплате (Доставка до транспортной компании в Екатеринбурге — бесплатно)
Оплата на р\с
При любой сумме заказа при 100% предоплате (Доставка до транспортной компании в Екатеринбурге — бесплатно)
Доставка курьерской службой «ИТС-Урал»
Доставка по г. Екатеринбург + 30 км (cтоимость рассчитывается менеджером). Бесплатная доставка при покупке от 20000 руб. в течение 3-х рабочих дней
Доставка транспортной компанией
При любой сумме заказа при 100% предоплате (Доставка до транспортной компании в Екатеринбурге — бесплатно)
Продукция изготавливается по самым современным технологиям, поэтому вы можете быть уверены в ее надежности и высоких потребительских характеристиках. В любой непонятной ситуации вы можете обратиться в авторизованный сервисный центр. Товар изготовлен с соблюдением всех требований государственных стандартов.





Сопутствующие товары


Похожие товары












